














 3 / 16
3 / 16

Оценка триботехнических характеристик стали 40Х…
Инженерный журнал: наука и инновации
# 11·2017 3
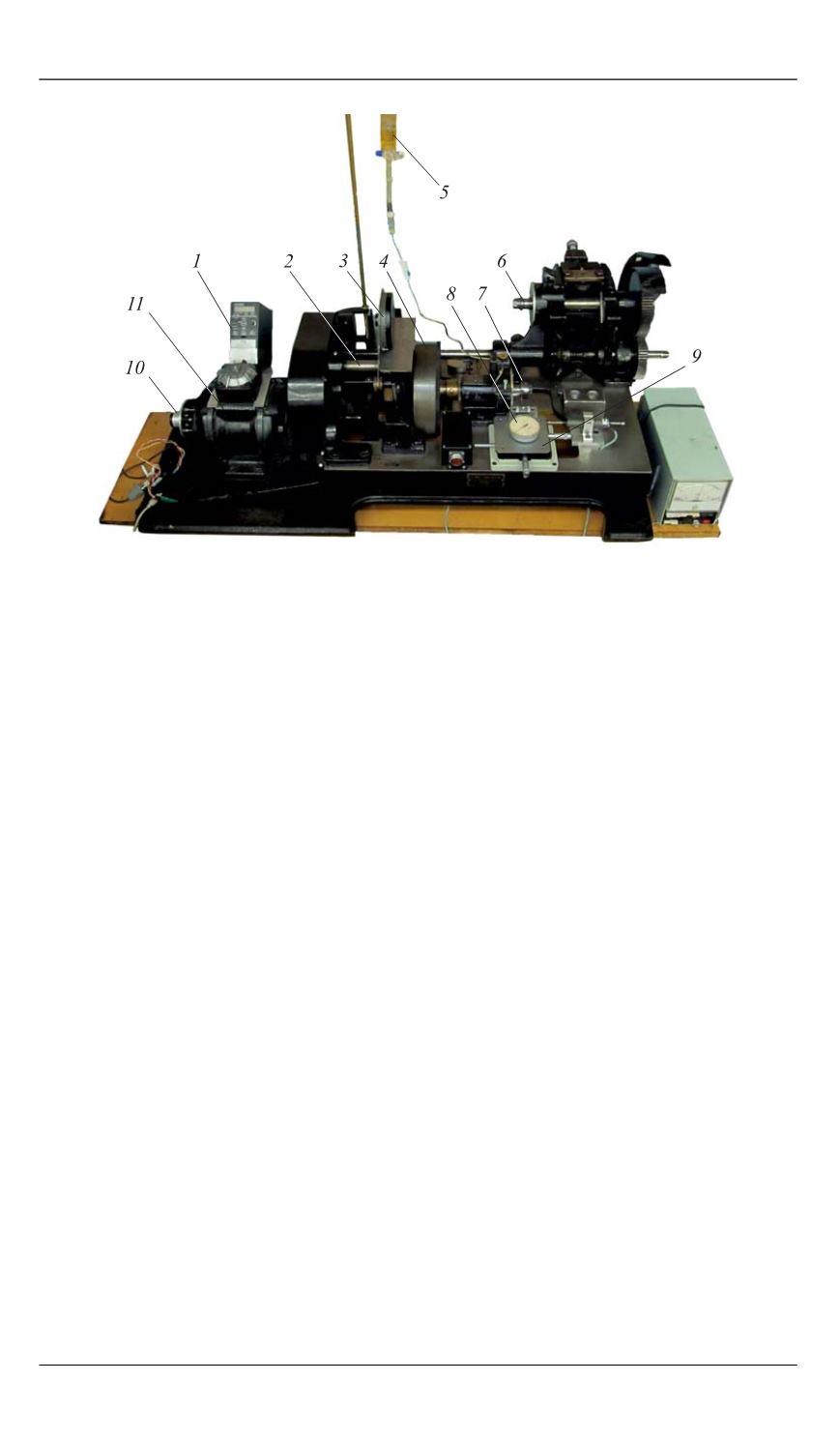
Рис. 1.
Модернизированная машина трения Amsler A135:
1
— преобразователь частоты;
2
— маятник;
3
— потенциометр;
4
— зубчатое колесо;
5
—
система подвода смазки в зону трения;
6
— контртело;
7
— образец;
8
— индикатор;
9
—
двухкоординатный микрометрический столик;
10
— энкодер;
11
— вал электродвигателя
пропорциональное измеряемому моменту. Показания с потенцио-
метра обрабатывались с помощью электронного устройства Masterkit
MP730 (вольтметр + АЦП), подключаемого по интерфейсу USB
1.0/2.0 к ЭВМ, и выводились в режиме реального времени на дис-
плей. Данные также записывались в файл с назначенной частотой
дискретизации 500 Гц.
С помощью энкодера
10
контролировалась частота вращения вала
электродвигателя, показания с устройства обрабатывались USB-часто-
томером MasterKit MP732, выводились на дисплей и записывались в
отдельный файл.
Тарировка показаний потенциометра
3
производилась путем под-
вешивания грузов известной массы к зубчатому колесу
4
.
При разработке методики испытаний руководствовались реко-
мендациями, которые приведены в [7, 8].
Для проведения сравнительных испытаний образцов была ис-
пользована схема трения диск — диск (рис. 2), реализующая сосре-
доточенный герцевский контакт. Главные достоинства этой схемы
заключаются в следующем:
1)
простота изготовления образца и контртела (по сравнению со
схемой колодка — диск);
2)
сокращение длительности приработки и продолжительности
испытаний в целом (по сравнению со схемой колодка — диск);