














 9 / 16
9 / 16

Оценка триботехнических характеристик стали 40Х…
Инженерный журнал: наука и инновации
# 11·2017 9
Результаты триботехнических испытаний.
Приработка образ-
цов после ДР была более продолжительной при меньшей интенсив-
ности изнашивания:
прир.ДР№3
0, 015 мм
=
H
(время приработки 120 мин);
прир.ДР№ 4
0, 014 мм
=
Р(время приработки 120 мин);
прир.зак.-вода
0, 017 мм
=
H
(время приработки 105 мин);
прир.зак.-масло
0, 09 мм
=
Р
(время приработки 45 мин).
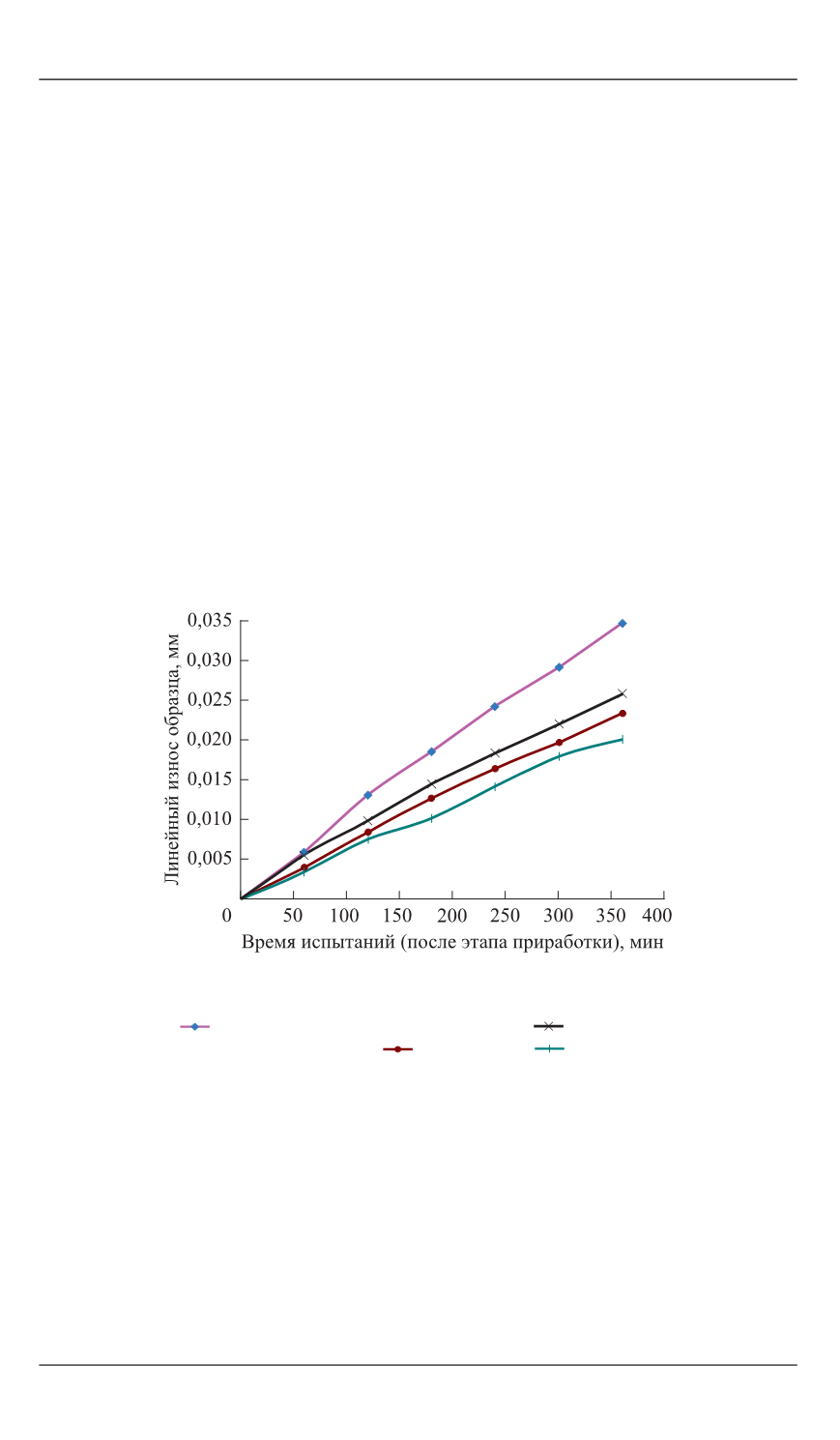
Результаты измерения суммарного линейного износа образцов
после каждого цикла при установившемся режиме истирания пред-
ставлены на рис. 6. Для наглядности разницы между упрочненными
образцами кривая износа нормализованного образца не показана (за 6 ч
истирания при установившемся режиме суммарный износ нормали-
зованного образца составил
H
c
=
0,145 мм). Сравнительные данные об
интенсивности изнашивания представлены на рис. 7 (интенсивность
изнашивания нормализованного образца составила
I
c
= 2,06 · 10
–5
).
Рис. 6.
Сравнительные данные о линейном износе
испытуемых образцов:
— закалка в масло + низкий отпуск;
— закалка
в воду + низкий отпуск;
— ДР № 3;
— ДР № 4
(ДР + низкий отпуск)
Интенсивность изнашивания незакаленного (нормализованного
образца № 1) более чем в 7 раз выше соответствующего значения луч-
шего образца после ДР и низкого отпуска (ДР № 4). Данные об износе в
период приработки, суммарном износе в процессе длительного истира-
ния и интенсивности изнашивания свидетельствуют о том, что поверх-
ности, упрочненные методом ДР, являются более износостойкими (на
9…41 %) по сравнению с образцами после объемной закалки. Низкий