














 12 / 16
12 / 16

С.Г. Васильев, А.Г. Дегтярева, Н.Н. Зубков, В.В. Попцов, В.Н. Симонов
12
Инженерный журнал: наука и инновации
# 11·2017
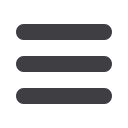
Рис. 10.
Структура упрочненного слоя образцов, закаленных ДР:
а
— без отпуска (образец ДР № 3);
б
— с низким отпуском (образец ДР № 4)
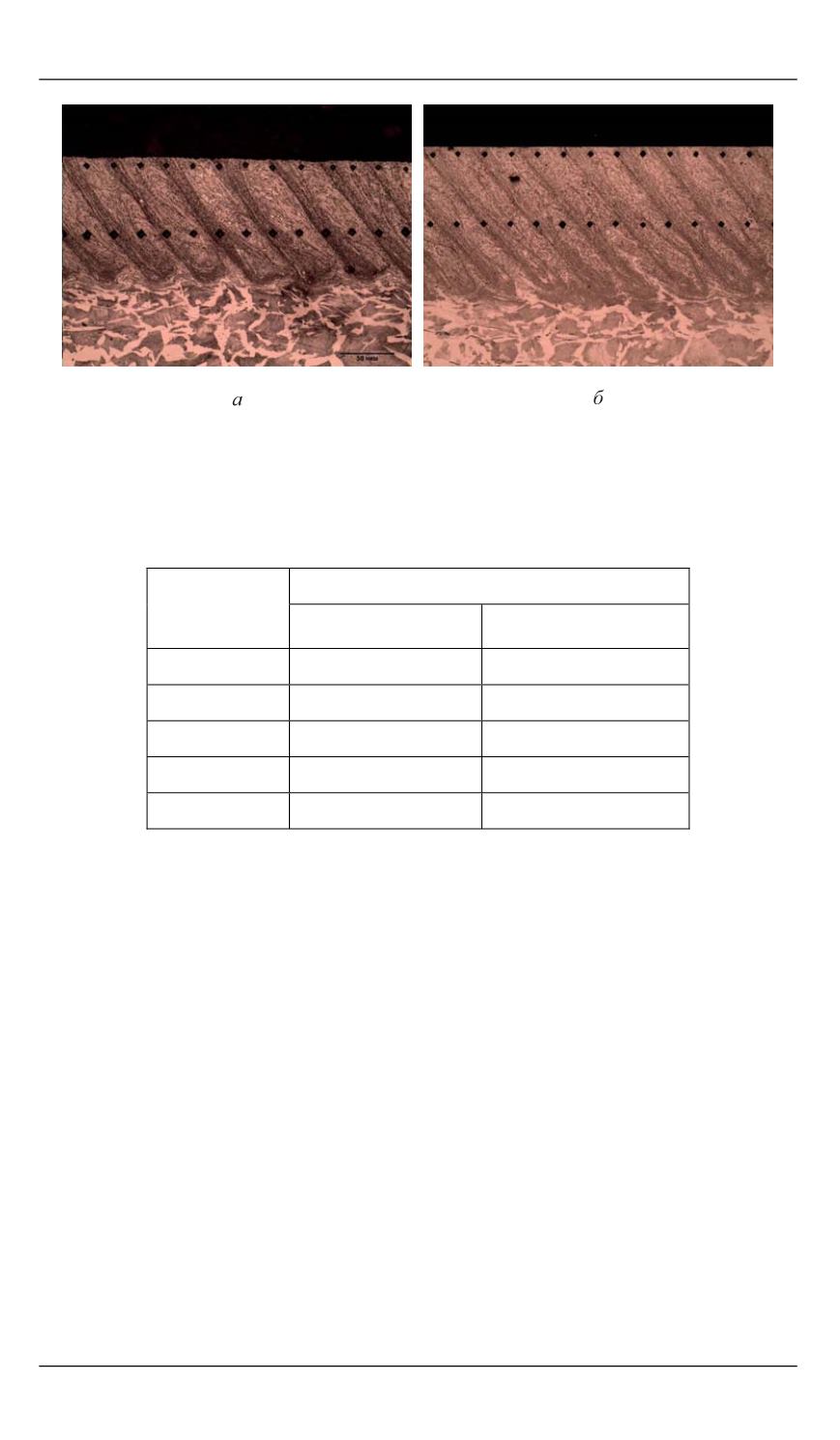
Таблица 2
Микротвердость поверхностного слоя образцов
Обозначение
образца
Микротвердость HV
0,05
Под дорожкой
трения
Неизношенный
участок
1
290
250
2
510
420
3
710
650
ДР № 3
560
560
ДР № 4
560
480
Согласно данным табл. 2, непосредственной корреляции между
значениями твердости образца и его интенсивностью изнашивания не
наблюдается. Менее твердые образцы после закалки ДР показали
меньшую интенсивность изнашивания по сравнению с более твер-
дым образцом после объемной закалки с охлаждением в воде и низ-
ким отпуском.
Наличие несплошностей материала в виде границ между рeбрами
при обработке ДР, особая макрогеометрия поверхности могут оказать
неоднозначное влияние как на механизмы износа упрочнeнных
структур, так и на значение коэффициента трения.
С одной стороны, наличие микрозазоров и несплошностей в ма-
териале между рeбрами позволяет удерживать смазку, снижая коэф-
фициент трения, с другой — несплошности могут способствовать
микровыкрашиванию рeбер и ухудшать износостойкость поверхно-
сти в целом.
Метод ДР позволяет формировать на поверхности детали единое
спиральное ребро, между витками которого практически нет зазоров.