














 5 / 17
5 / 17

Повышение точности обработки на станках с числовым программным управлением
Инженерный журнал: наука и инновации
# 6·2016 5
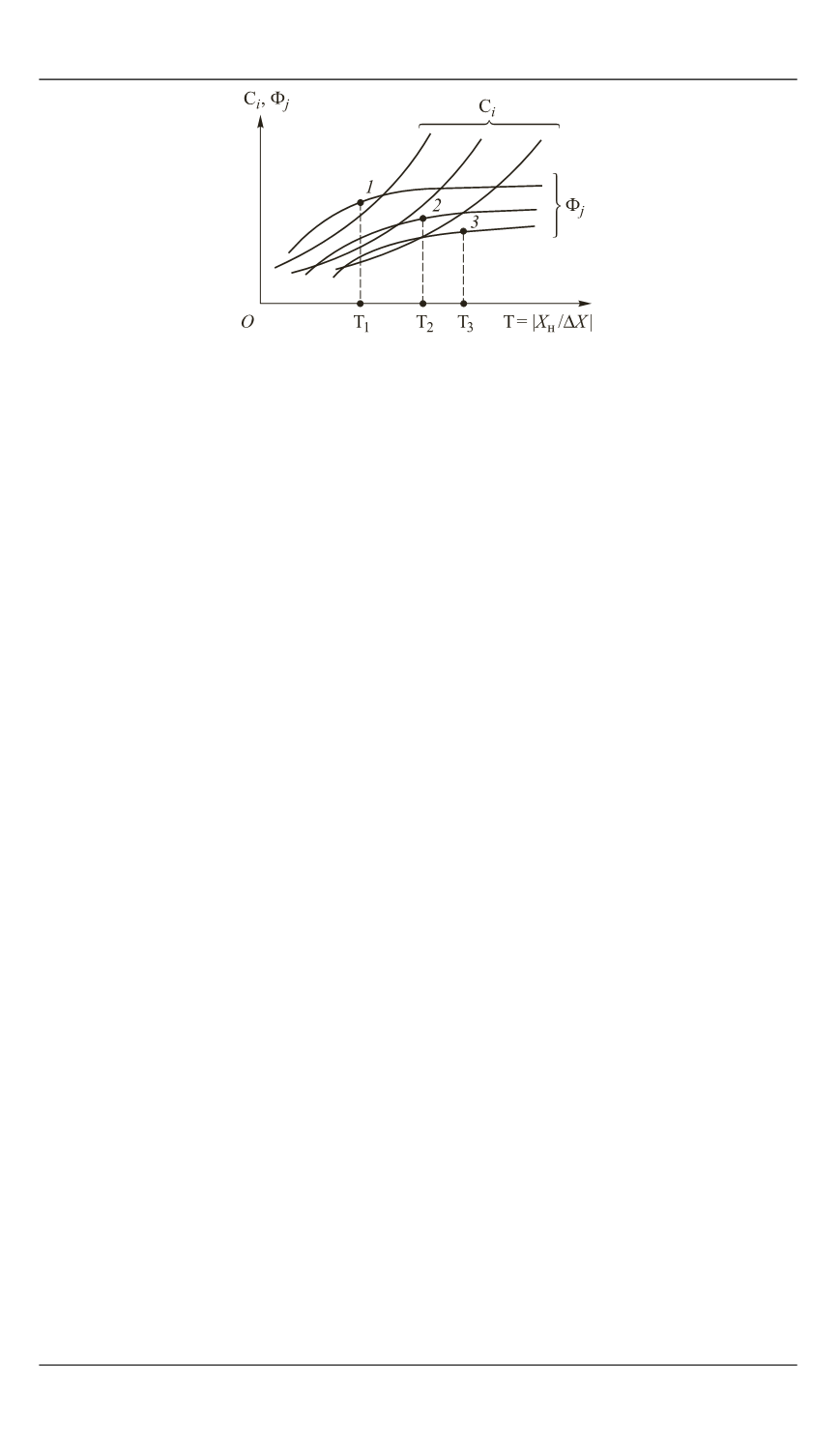
Рис. 1.
Оценка целесообразности повышения
точности обработки
Отклонения формы и расположения поверхностей деталей харак-
теризуют отклонение формы реальной поверхности (реального про-
филя) от формы номинальной поверхности (номинального профиля).
При нормировании отклонений формы и расположения поверх-
ностей деталей используют буквенные обозначения: Δ — отклонение
формы или расположения поверхностей;
T
— допуск формы или рас-
положения;
L
— длина нормируемого участка. В качестве типовых
можно отметить следующие отклонения расположения поверхностей
обработанных деталей:
— от параллельности плоскостей;
— от параллельности осей (прямых);
— перекос осей (прямых);
— от перпендикулярности плоскостей;
— от соосности относительно общей оси и др.
Числовые значения допусков формы и расположения поверхно-
стей устанавливают в зависимости от уровня относительной геомет-
рической точности (A, B, C). Допуски формы или расположения со-
ставляют при этом соответственно 60, 40, 25 % допуска на размер.
В некоторых случаях допуски формы и расположения ограничивают
полем допуска номинального размера [3].
Оценка элементарных погрешностей обработки.
Формообра-
зование поверхностей и нагружение станка силами резания происхо-
дят в некоторой области пространства, которая называется рабочей
зоной или рабочим полем станка. Под словом «поле» здесь подразу-
мевают область пространства, каждой точке которого можно поста-
вить в соответствие значения определенных скалярных и векторных
функций, например жесткости, точности, температуры, частоты и
амплитуды колебаний и т. д. [4].
Силовые характеристики — силы резания и крутящие моменты,
соответствующие точкам рабочего поля, — образуют силовое поле.
Это поле — векторное, поскольку в общем случае сила резания явля-
ется трехмерным вектором: