














 9 / 17
9 / 17

Повышение точности обработки на станках с числовым программным управлением
Инженерный журнал: наука и инновации
# 6·2016 9
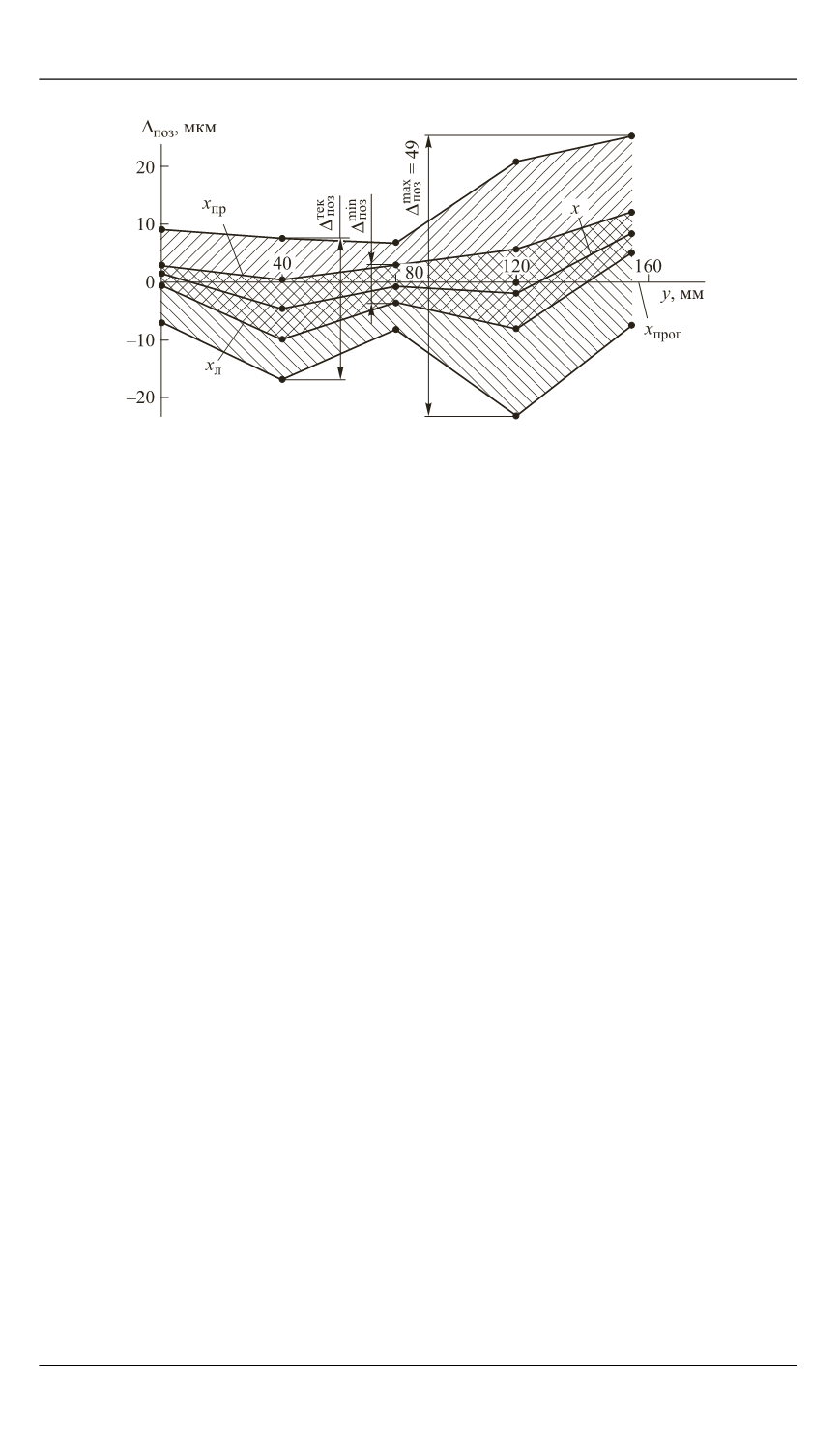
Рис. 2.
Погрешность позиционирования стола фрезерного станка с ЧПУ
Точность обработки деталей на станках с ЧПУ определяется точ-
ностью: станка, применяемых приспособлений и оснастки, инстру-
ментальной системы станка, системы ЧПУ и т. д., а также режимами
обработки.
Результирующая, действительная погрешность обработки на
станках с ЧПУ определяется совокупностью погрешностей и ошибок
Δ
i
, возникающих в корпусных деталях станка, приводах подачи и
главного движения, в системе управления, инструменте, заготовке,
системе контроля и измерения. Все составляющие элементарные по-
грешности обработки неодинаково влияют на суммарную погреш-
ность обработки Δ
Σ
и по-разному проявляются при различных видах
обработки. Так, при контурной обработке значительное воздействие
оказывают погрешности шариковинтовых пар приводов подачи,
ошибки датчиков обратной связи по положению и скорости, геомет-
рическая погрешность станка. При позиционной обработке основными
являются погрешности датчиков обратной связи, ошибки шарико-
винтовых передач, размерная ошибка установки инструмента, размер-
ные деформации станка и приспособления.
Для оценки таких характеристик точности обработки деталей, как
прямолинейность и плоскостность, перпендикулярность и параллель-
ность поверхностей, извернутость, соосность отверстий, используют
специальные контрольно-измерительные поверочные приспособления,
оптические и электронные измерительные устройства, координатно-
измерительные машины, специальные измерительные приспособления.
Точностные параметры в деталях машиностроения и приборострое-
ния с типовыми размерами от 250
250
250 до 400
400
400 мм харак-
теризуются отклонениями: от соосности поверхностей — 20…30 мкм,
от симметричности поверхностей — 20…50 мкм, от плоскостности —
30…50 мкм, а также допуском на угловое отклонение поверхности
±15ʺ…±30ʺ и допуском на межосевое расстояние 2…5 мкм [9].