














 2 / 17
2 / 17

В.В. Додонов
2
Инженерный журнал: наука и инновации
# 6·2016
где Δ
X —
абсолютная погрешность обработки, мкм;
X
н
– номиналь-
ный размер (например, линейный), мм.
При оценке точности обработки различают следующие основные
виды погрешностей (отклонений) геометрических параметров обра-
ботанной детали: отклонения размера, расположения, формы, волни-
стость и шероховатость поверхности.
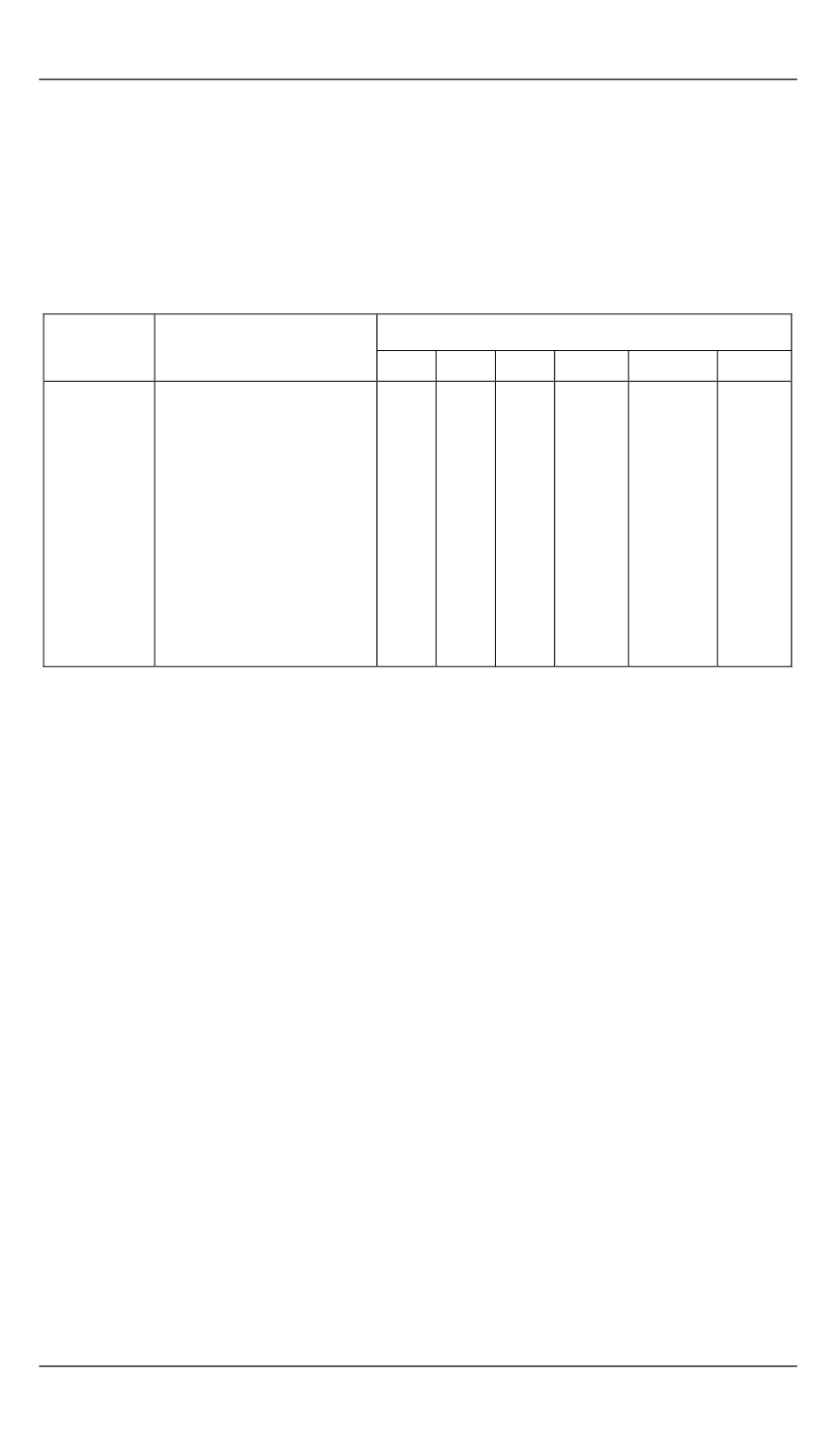
Таблица
№ интер-
вала
Интервалы номинальных
размеров, мм
Допуск, мкм, для квалитетов
6
7
8
9
10
11
6
7
10
12
13
30–50
50–80
180–250
315–400
400–500
16
19
29
36
40
24
30
46
57
63
39
46
72
89
97
62
74
115
140
155
100
120
185
230
250
160
190
290
360
400
В таблице представлены пять интервалов номинальных размеров
с указанием соответствующих допусков для квалитетов с 6-го по 11-й.
Большая часть (60…70 %) корпусных и ротационных деталей, обра-
батываемых на станках с ЧПУ, имеют размер 180…500 мм. Фрагмен-
ты этих деталей содержат и меньшие размеры, расположенные в ин-
тервалах 30…50, 50…80 мм. Поскольку реальные размеры деталей
должны иметь меньшие или равные погрешности, включая не только
допуски на размеры, но и допуски на взаимное расположение, допус-
ки формы и другие, требования к точности возрастают. В таблице
указано верхнее ограничение на допустимую точность деталей, обра-
батываемых на станках с ЧПУ. Анализ таблицы показывает, что де-
тали, изготавливаемые по квалитетам 9–11, имеют большие допуски,
поэтому их обработка на станках с ЧПУ не представляет каких-либо
технологических трудностей. Обработка же деталей по 7-му, 8-му
и тем более по 6-му квалитету требует дополнительной технологиче-
ской проработки, более точных станков, приспособлений, инстру-
мента, оснастки.
Погрешность измерения детали Δ
п
может быть представлена дву-
мя составляющими — систематической Δ
сист
и случайной Δ
сл
:
п сист
сл
.