














 13 / 17
13 / 17

Повышение точности обработки на станках с числовым программным управлением
Инженерный журнал: наука и инновации
# 6·2016 13
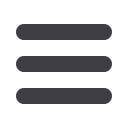
Рис. 3.
Схема формирования суммарной
погрешности обработки
Схема формирования суммарной погрешности обработки
представлена на рис. 3. На рисунке показана возможная интерпрета-
ция расположения суммарной погрешности обработки
в зависи-
мости от значения и направления элементарных погрешностей
i
,
возникающих в технологической системе при обработке заготовки.
Как видно из рисунка, все точки, находящиеся в рабочей зоне
станка, например точка
A,
имеют свой замыкающий вектор
, яв-
ляющийся векторной суммой элементарных погрешностей
i
. Про-
екции замыкающего вектора на нормали плоскостей
ZOX, ZOY, XOY
и на любых других имеют разные значения, т. е. погрешности обра-
ботки, характеризуемые проекцией замыкающего вектора на нормаль
к обрабатываемой поверхности, во всех плоскостях обработки будут
различными. Векторы
i
имеют разные значения и направления
в зависимости от состояния технологической системы, режимов об-
работки и других параметров. Элементарные погрешности могут по-
рождаться процессами быстро протекающими, медленно протекаю-
щими, процессами средней скорости. В процессе обработки
изме-
няется по значению, по направлению или по значению и направлению.
В связи с этим проекции замыкающего вектора
на нормаль к обра-
батываемой поверхности будут разными, в зависимости от расположе-
ния обрабатываемой поверхности в рабочем пространстве станка.
Некоторые погрешности
i
имеют скорости изменения
/ ,
i
dt
поэтому погрешность
будет зависеть от длительности обработки
детали. Для оценки погрешности обработанной детали
N
нужно
обеспечить достоверное измерение погрешности обработки. Рабочая
зона станка должна быть сертифицирована по точности позициони-
рования, жесткости (податливости), тепловым деформациям в каж-
дой точке.