














 8 / 12
8 / 12

М.А. Бабурин, В.И. Колпаков, А.С. Вышегородцева, С.Г. Муляр
8
Инженерный журнал: наука и инновации
# 11·2017
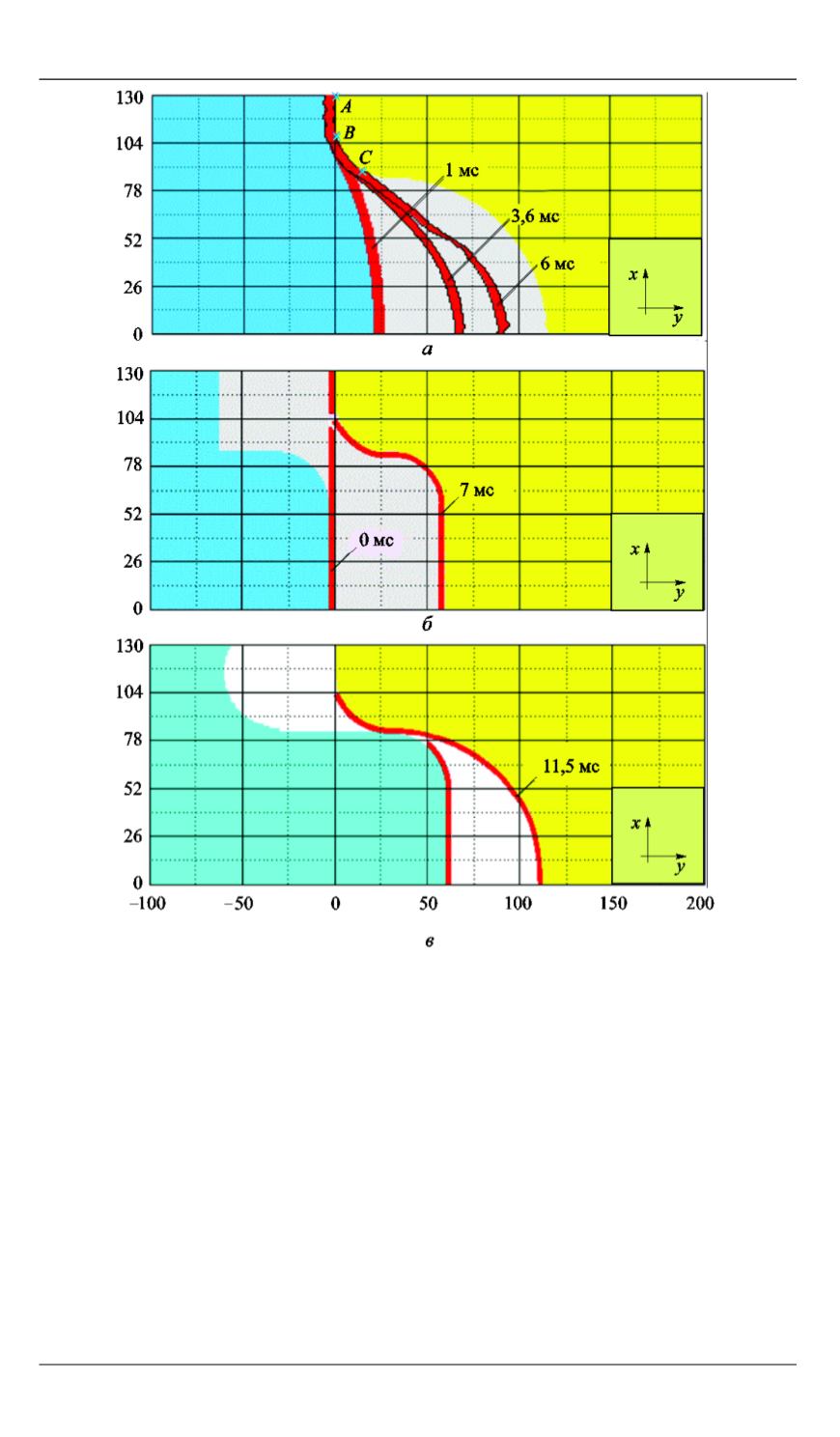
Рис. 6.
Характер деформирования заготовок при высокоскоростной
штамповке (
V
= 10 м/c) пластичной средой:
а
— стадии процесса штамповки детали с высоким прогибом;
б
— форма
промежуточной матрицы;
б
,
в
— профилирование пластичной среды для
уменьшения трения между заготовкой и матрицей
Как видно, с увеличением начальной скорости движения пресс-
контейнера, перемещающегося вместе с пластичным наполнителем,
характер формоизменения заготовки существенно меняется. В этом
случае за счет практически жесткого сцепления периферийной части
заготовки с поверхностью матрицы (участок
АВС
на рис. 6,
а
) в области
заготовки, свободной от действия сил трения, развиваются сильные
пластические деформации. В результате при штамповке деталей
с высоким прогибом (отношением
H
/
D
> 0,2…0,5, где
Н
— высота де-
тали,
D
— наружный диаметр основания детали) они, как правило,