














 2 / 12
2 / 12

М.А. Бабурин, В.И. Колпаков, А.С. Вышегородцева, С.Г. Муляр
2
Инженерный журнал: наука и инновации
# 11·2017
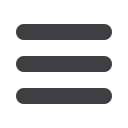
Сущность процесса формообразования оболочечных деталей
пластичной средой (например, свинцом) состоит в том, что листовая
заготовка
1
(рис. 1) устанавливается на матрицу
2
. При рабочем ходе
пресс-контейнер
4
с пластичной средой
3
опускается вниз, и заготовка
1
вместе с матрицей
2
вдавливается в пластичный металл, который вместе
с заготовкой течет в рабочую полость матрицы
2
. В результате
происходит свертка заготовки в полое изделие
5
. По окончании
вытяжки пластичный металл, принявший форму внутренней полости
жесткой металлической матрицы
2
, обжимается плоским разглажи-
вающим пуансоном
6
.
Рис. 1.
Схема процесса формообразования оболочечных деталей пластичной
средой:
1
— заготовка;
2
— матрица;
3
— пластичная среда;
4
— пресс-контейнер;
5
— изделие;
6
— плоский разглаживающий пуансон
Цель настоящей работы — проанализировать закономерности
описанного выше процесса как интегральной совокупности факторов,
действующих на заготовку, с применением аппарата численных мето-
дов механики сплошной среды. Расчетная схема задачи и основные
компоненты модели показаны на рис. 2.
Будем полагать, что штамповка осуществляется путем движения
пресс-контейнера с заданной скоростью
V
. Пресс-контейнер передает
усилие на деформируемую пластичную среду (свинец), оказывающую
давление на заготовку из алюминиевого сплава АМг6 толщиной 3 мм.
Во время деформации заготовка постепенно принимает форму внутрен-
ней поверхности матрицы. Матрица и пресс-контейнер приняты абсо-
лютно жесткими. К ним применимы соответствующие граничные усло-
вия: перемещения всех узлов конечно-элементной модели матрицы
равны нулю, а начальная скорость узлов модели пресс-контейнера