














 3 / 12
3 / 12

Численное моделирование процесса штамповки осесимметричных деталей…
Инженерный журнал: наука и инновации
# 11·2017 3
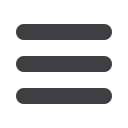
Рис. 2.
Расчетная схема:
1
— заготовка;
2
— матрица;
3
— пресс-контейнер;
4
— пластичная среда;
5
— область профи-
лирования пластичной среды;
V
— вектор скорости контейнера;
А
— реперная точка
постоянна и равна
,
=
x
V V
0.
=
y
V
Кроме того, между матрицей и
заготовкой введен коэффициент трения скольжения, числовые значения
которого изменялись в диапазоне 0…0,25. Конкретные расчеты
проводились для скоростей движения пуансона 5…100 мм/с, 1 м/с и
10 м/с в двумерной осесимметричной постановке. Решение
осуществлялось с помощью программного комплекса ANSYS
(модули Transient Structural и Autodyn для нестационарных и
динамических задач соответственно).
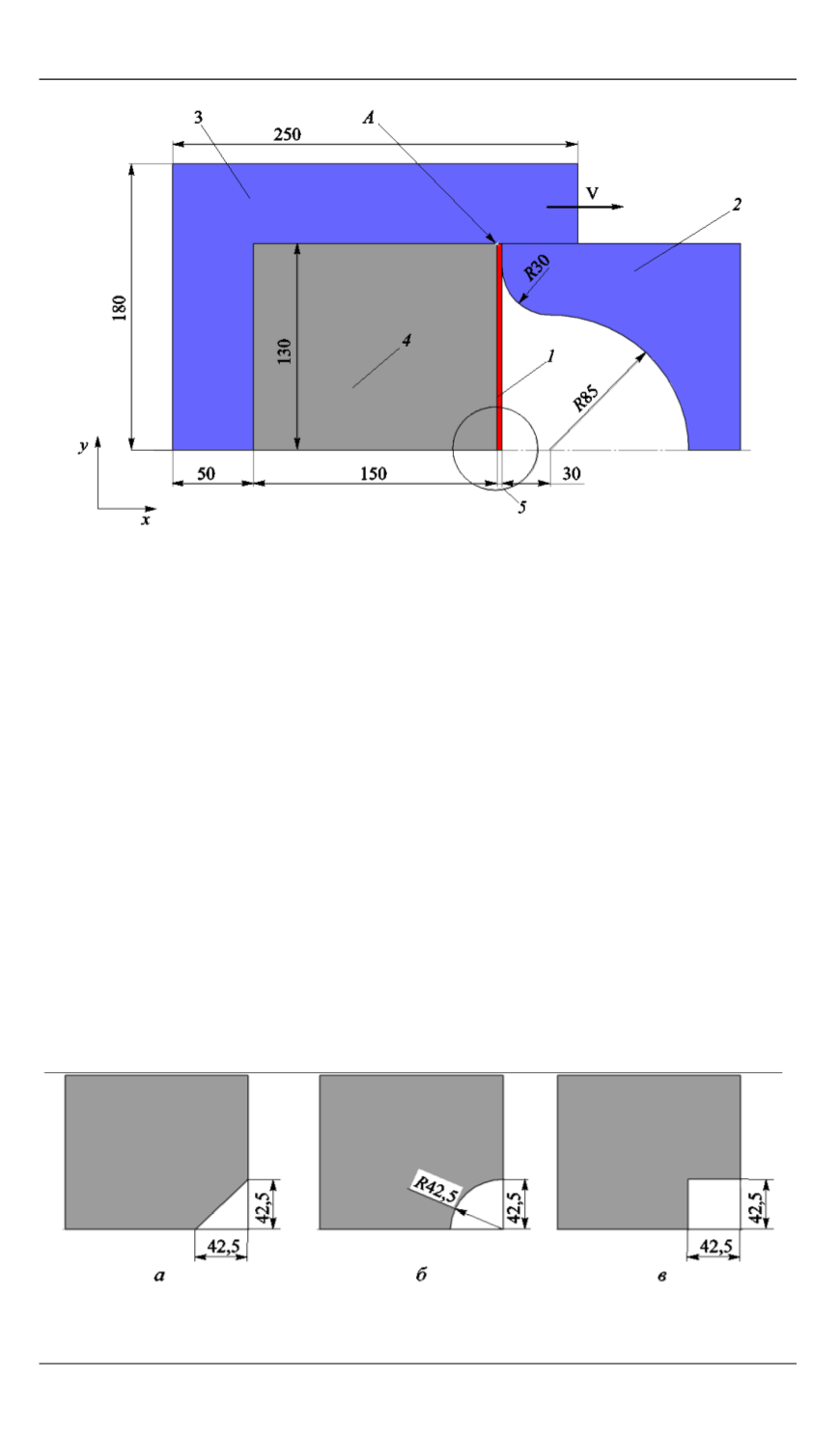
Пластичная среда (см. рис. 2) представляет собой цилиндрическое
тело. Для анализа влияния профиля пластичного металла на динамику
развития процесса штамповки и конечную форму получаемой детали в
свинце над заготовкой была задана полость разных размеров и конфи-
гурации (рис. 3). Реперная точка в расчетной модели использовалась
для сравнительного анализа перемещения заготовки вдоль оси абсцисс
в разных условиях.
Рис. 3.
Профиль полости в пластичной среде в области контакта с заготовкой:
а
— конический;
б
— сферический;
в
— цилиндрический