














 4 / 12
4 / 12

М.А. Бабурин, В.И. Колпаков, А.С. Вышегородцева, С.Г. Муляр
4
Инженерный журнал: наука и инновации
# 11·2017
Отметим, что при анализе низкоскоростной штамповки (до
100 мм/с) в качестве модели упругопластического течения материа-
лов пластичной среды (свинца) и заготовки (сплав АМг6) была ис-
пользована модель билинейного кинематического упрочнения, в ко-
торой определяющими параметрами являются не только значения
модуля сдвига и предела текучести материала, но и величина изо-
тропного упрочнения (тангенс угла наклона участка пластического
деформирования за пределом текучести). При более высоких скоро-
стях штамповки для обеих указанных сред использовалась модель
сжимаемой идеальной упругопластической среды, в которой вместо
статических значений предела текучести
Т
σ
применялись его дина-
мические значения
Y
, а в качестве уравнения состояния среды — ба-
ротропная зависимость вида
(
)
0
/
1
=
−
p K
ρ ρ
,
где
K
—
модуль объемного сжатия;
ρ
,
0
ρ
— текущая и начальная
плотность среды.
Причем для установления однозначной взаимосвязи между моду-
лем Юнга
E
, модулем сдвига (или вторым параметром Ламе)
G
и
модулем объемного сжатия
K
использовались соотношения
(
)
3 1 2
E K
=
− ν
,
(
)
2 1
E G
=
+ ν
,
где
ν
— коэффициент Пуассона.
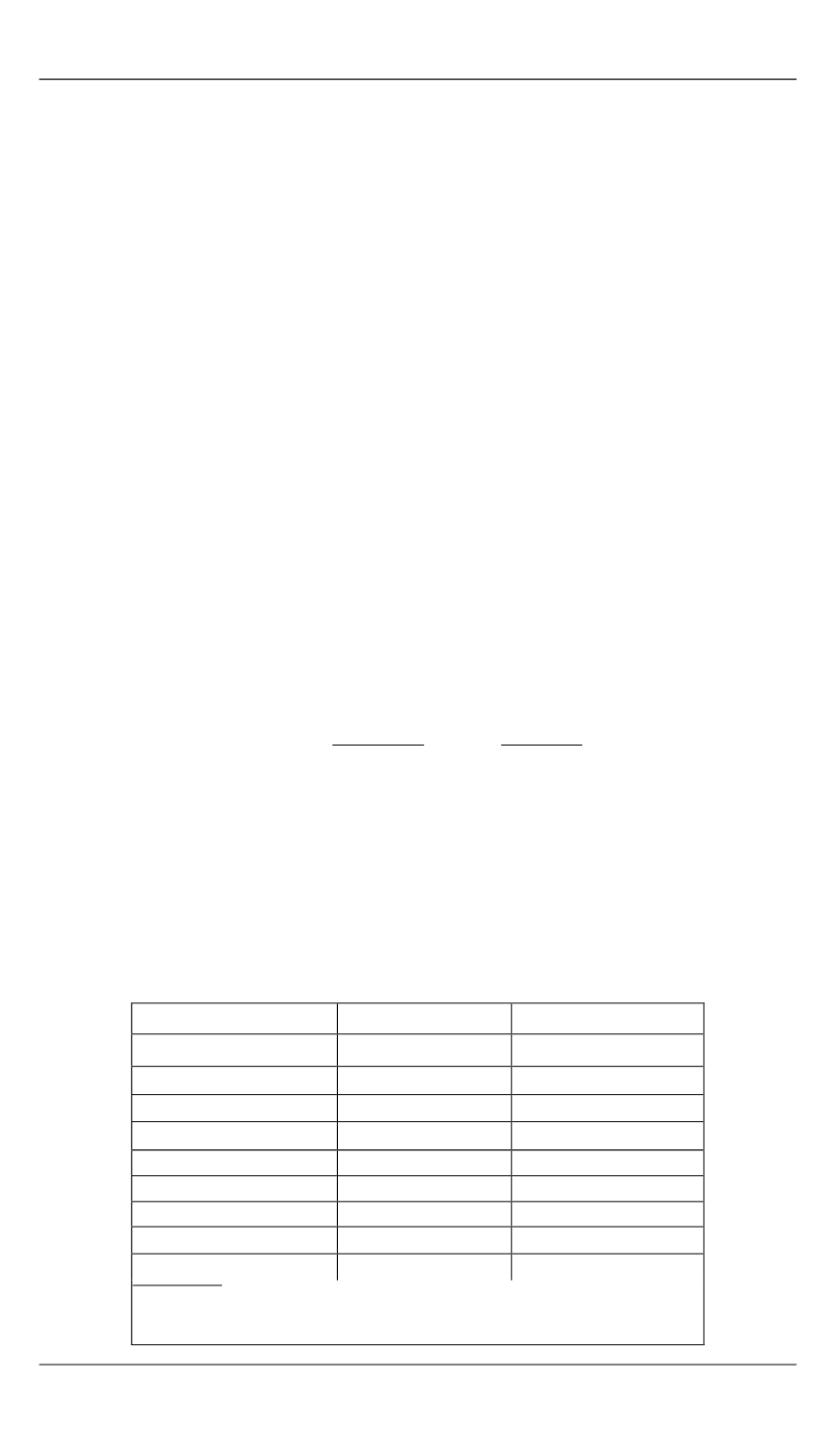
В представленном исследовании использованы физико-механи-
ческие параметры для алюминиевого сплава АМг6 и свинца, пред-
ставленные в таблице [1–3].
Числовые значения физико-механических параметров
для свинца и алюминиевого сплава АМг6
Характеристика
АМг6
Свинец
ρ
0
, г/см
3
2,64
11,34
σ
т
, ГПа
0,15–0,17
0,02–0,03
Y
, ГПа
0,35
0,02–0,03
ν
0,31
0,45
E
, ГПа
69
14
E
1
, ГПа
69
14
E
2
, ГПа
0,50
0,05
K
, ГПа
60,50
46,70
G
, ГПа
26,30
4,80
Примечание.
E
1
,
E
2
— модули Юнга в области упругости и пла-
стичности для билинейной модели изотропного упрочнения.