














 7 / 12
7 / 12

Численное моделирование процесса штамповки осесимметричных деталей…
Инженерный журнал: наука и инновации
# 11·2017 7
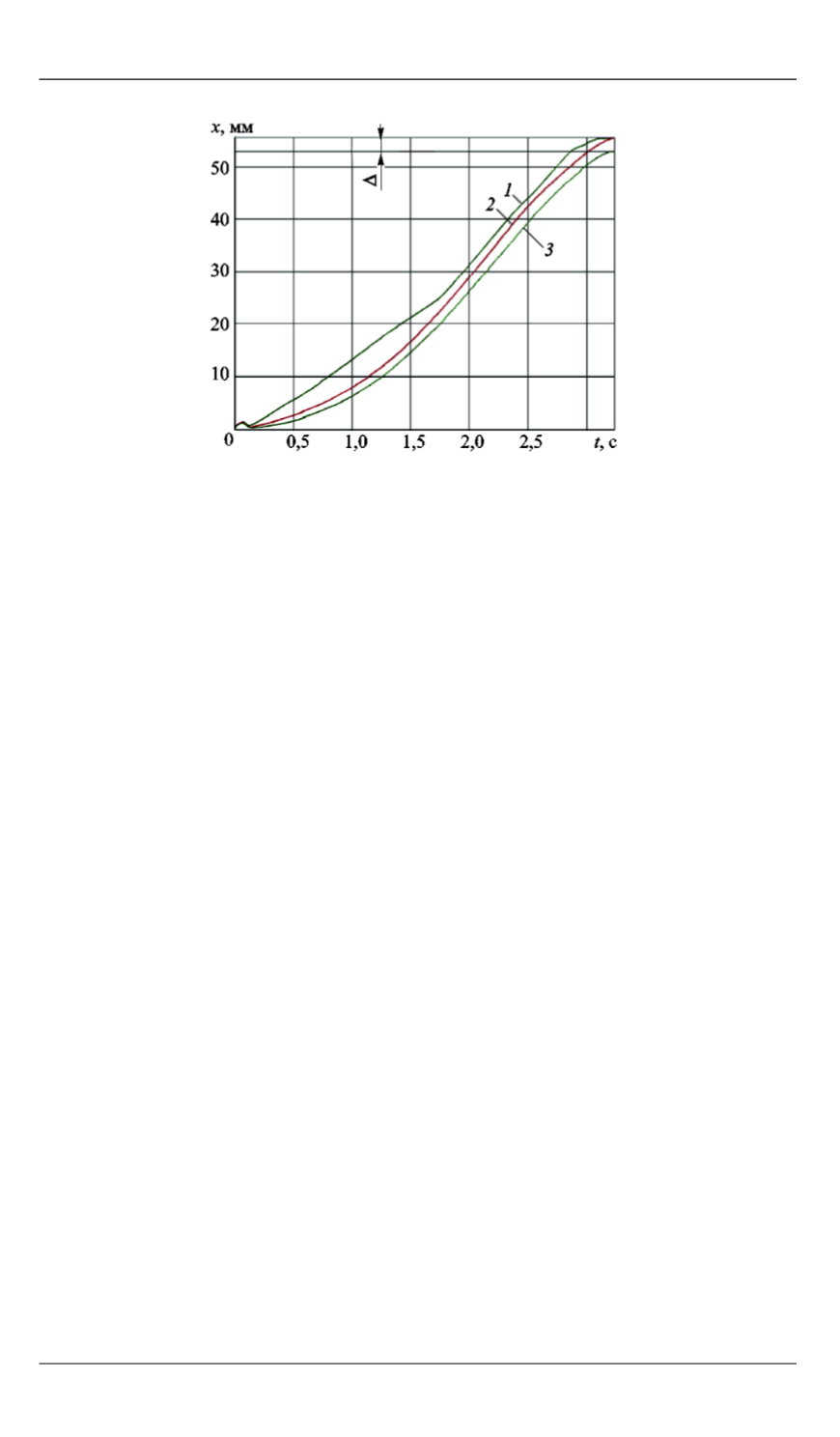
Рис. 5.
Зависимости перемещения вдоль оси
абсцисс (ось
х
) реперной точки
А
, полученные
расчетным путем при штамповке пластичным
металлом без выреза при коэффициенте трения
скольжения
,
µ
равном:
1
— 0;
2
— 0,15;
3
— 0,25
Согласно данным на представленном графике, в случае когда
0, 25
µ =
, точка проходит меньшее расстояние (кривая
3
), чем при
,
µ
равном 0 и 0,15 (кривые
1
и
2
соответственно). При этом разница
между значениями кривых
1
и
3
на момент полной остановки заготов-
ки составила
2
∆ =
мм. Таким образом, чем выше коэффициент
трения скольжения и меньше расстояние, пройденное точкой
А
, тем
большую пластическую деформацию будет испытывать материал
заготовки.
При численном моделировании высокоскоростной штамповки
(
1
>
V
м/c) учитывалась не только прочность, но и сжимаемость твер-
дой среды. В этом случае, как правило, используются модели упруго-
пластической и идеальной упругопластической сред [9], которые ба-
зируются на фундаментальных законах сохранения массы, импульса
и энергии и включают в себя кинематические и физические соотно-
шения. При этом есть основания задачи высокоскоростного дефор-
мирования, связанные с распространением волн в твердой среде
(ударных волн, волн разрежения и напряжений), рассматривать в
адиабатическом приближении, пренебрегая достаточно медленным
процессом теплообмена частиц среды между собой. Как правило, при
изучении подобных процессов, связанных с возникновением интен-
сивных полей напряжений, пренебрегают действием внешних объем-
ных сил, например силы тяжести. Результаты решения задачи для
этого случая представлены на рис. 6.