Исследование влияния снятия припуска в процессе фрезерования…
9
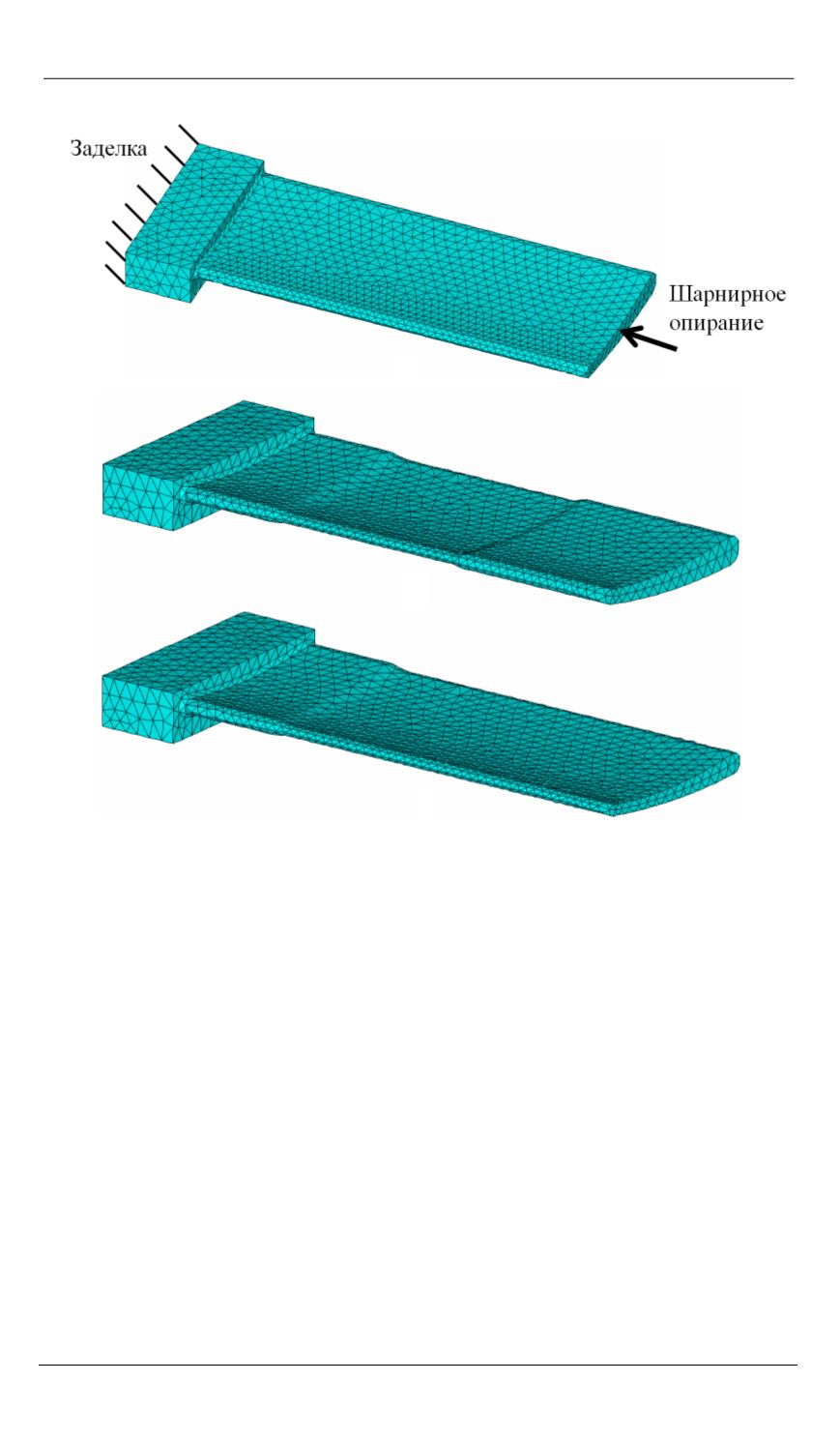
Рис. 3.
Перестроение сетки конечно-элементной моде-
ли по мере снятия материала в геометрической модели:
а
— исходная модель и ее закрепление;
б
— измененная сетка в се-
редине маршрута обработки;
в
– измененная сетка после обработки
Перестроение сетки осуществляется один раз на каждом витке
траектории обработки. Таким образом, в данном случае за весь цикл
обработки динамические характеристики рассчитываются с учетом
изменения геометрии модели более 30 раз. На рис. 3,
а
представлена
конечно-элементная модель заготовки и ее закрепления в исходном
состоянии, на рис. 3,
б
— в процессе обработки, а на рис. 3,
в
— по ее
окончании. Первые пять форм колебаний заготовки в исходном со-
стоянии показаны на рис. 4.
Несмотря на то что абсолютные значения припуска в рассматри-
ваемом примере невысоки, они составляют существенную часть
толщины профиля детали, что часто наблюдается при обработке тон-
костенных деталей. В результате динамические характеристики
заготовки в процессе обработки значительно изменяются. В качестве
а
б
в


