Технологическая оптимизация процесса сверхпластической формовки. . .
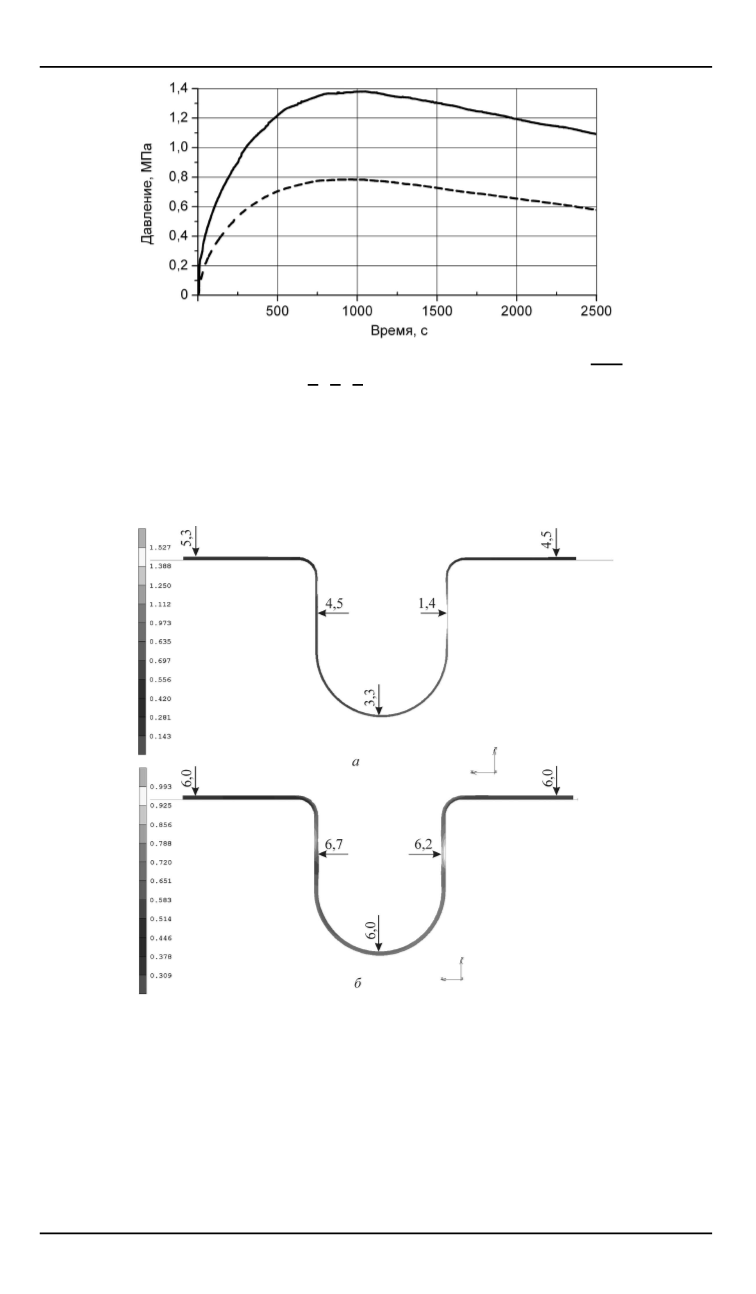
Рис. 9.
Зависимости подачи давления оптимизированной (
)
и исходной (
) заготовок от времени
тимального проектирования (рис. 10), так как в конечной детали от-
сутствует чрезмерное утонение, а все толщины корпуса не меньше
заданных значений.
Рис. 10.
Распределение толщин в кольце воздухозаборника при использовании
неоптимизированной (
а
) и оптимизированной (
б
) заготовок
В результате решения обратной задачи проектирования с помощью
методов оптимизации получена заготовка с коэффициентом разнотол-
щинности
= 1
,
22
(для начальной заготовки постоянной толщины
= 3
,
86
), а значение целевой функции для этой заготовки равняется
(¯
*
)
≈
0
,
4
(для начальной заготовки
(¯
*
)
≈
2
,
8
).
9


