А.В. Чередниченко, Ю.М. Темис, А.И. Факеев, А.П. Худяков
достаточно высокую скорость сходимости недалеко от искомой точки
минимума.
В первом варианте решения задачи оптимизации принимали коли-
чество параметров оптимизации
= 10
.
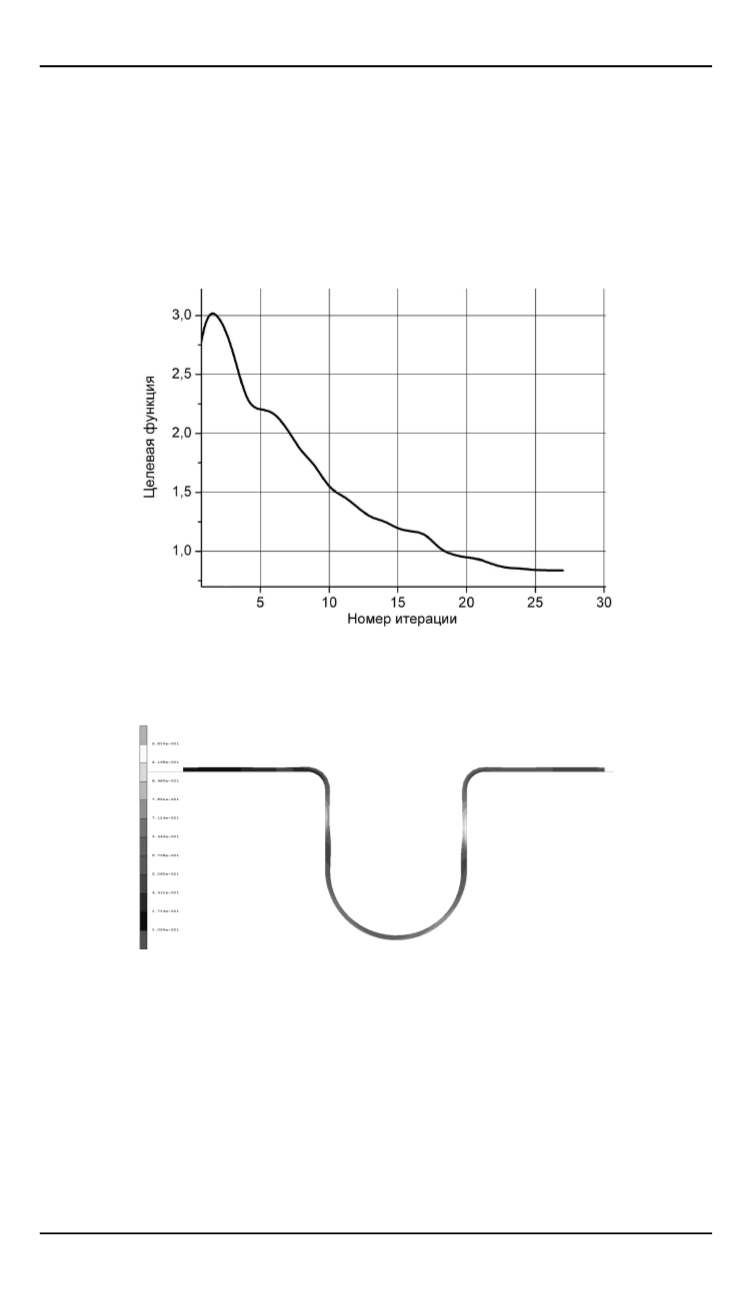
На рис. 4 приведена зависимость целевой функции от номера ите-
рации. Распределение накопленной пластической деформации в конеч-
ной детали, полученной из оптимальной заготовки, иллюстрирует рис. 5.
Рис. 4.
Зависимость целевой функции от номера итерации
при оптимизации по 10 параметрам
Рис. 5.
Распределение суммарных накопленных пластических деформаций
в оптимизированной детали
Среднеквадратичное отклонение для начальной заготовки состав-
ляло 2,5 мм, а для оптимизированной — 0,85 мм, т. е. распределение
толщин стало более равномерным. Кроме того, в оптимизированной
детали, полученной после моделирования СПФ, отсутствуют сильные
утонения. Значения толщины оптимизированной заготовки в харак-
терных точках приведены при использовании 10 параметров оптими-
зации далее:
6


