Технологическая оптимизация процесса сверхпластической формовки. . .
№ контроли-
руемой точки
. .
1 2 3 4 5 6 7 8 9 10
Высота за-
готовки, мм
. . . .
7,84 8,49 9,27 12,09 10,93 11,40 11,36 13,47 10,74 9,93
Для более равномерного распределения толщин была проведена
оптимизация по проведенному выше алгоритму по 19 характерным
точкам (параметрам оптимизации). В качестве начальных значений
взят предыдущий результат оптимизации по 10 характерным точкам.
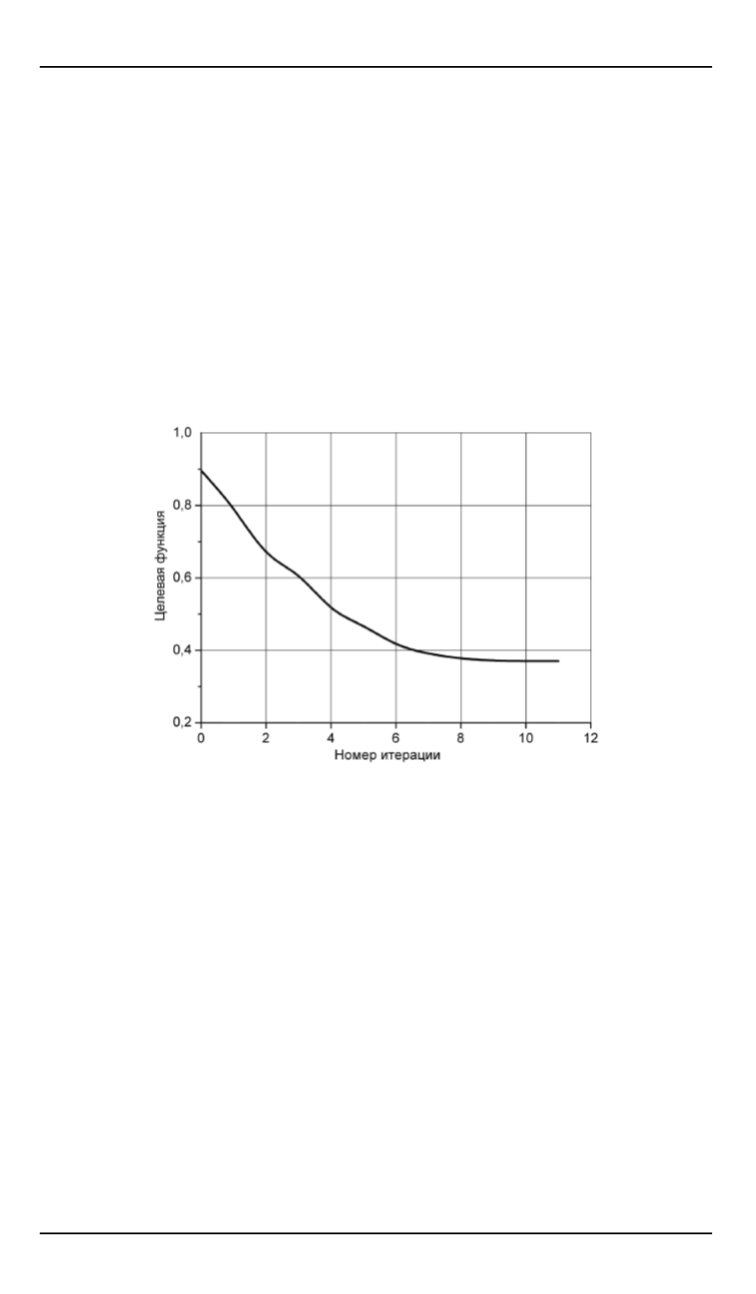
На рис. 6 приведена зависимость целевой функции от номера ите-
рации, на рис. 7 показано распределение накопленной пластической
деформации в отформованной заготовке после оптимизации.
Рис. 6.
Зависимость целевой функции от номера итерации
при оптимизации по 19 параметрам
Среднеквадратичное отклонение после второго этапа оптимизации
составляло 0,38 мм. Значения толщин характерных сечений оптими-
зированной заготовки при использовании 19 параметров оптимизации
приведены ниже:
№ контроли-
руемой точки
. .
1 2 3 4 5 6 7 8 9 10
Высота за-
готовки, мм
. . . .
7,76 8,01 8,21 8,67 8,83 10,47 11,61 10,39 10,82 10,62
№ контроли-
руемой точки
. .
11 12 13 14 15 16 17 18 19 —
Высота за-
готовки, мм
. . . .
10,78 10,78 10,90 11,56 12,94 10,40 10,03 9,61 9,41 —
7


