А.В. Чередниченко, Ю.М. Темис, А.И. Факеев, А.П. Худяков
скорость деформации;
— параметр скоростной чувствительности
материала.
Для обеспечения оптимальных условий сверхпластичности в заго-
товке давление формовки автоматически подбиралось исходя из сле-
дующего критерия:
˙
e
max
= ˙
e
opt
,
где
˙
e
max
— максимальная скорость деформации в заготовке;
˙
e
opt
=
= 2
·
10
−
4
с
−
1
— оптимальная (требуемая) скорость деформации для
реализации в заготовке условий сверхпластичности.
В математической модели также учитывается контактное взаимо-
действие между жестким штампом и деформируемой заготовкой. Гео-
метрия штампа обеспечивает необходимую аэродинамическую форму
готовой детали.
Для учета трения между заготовкой и инструментом используется
закон трения Амонтона — Кулона (условие трения Кулона), согласно
которому напряжение контактного трения при проскальзывании пря-
мо пропорционально нормальному напряжению:
t
=
|
s
|
,
где
t
— вектор касательного напряжения на поверхности контакта;
— коэффициент трения, определяемый экспериментально;
s
— век-
тор нормального напряжения на поверхности контакта. При расчетах
принимали значение коэффициента трения
= 0
,
1
.
Заготовка закреплена от перемещений в радиальном направлении
на боковых поверхностях, давление приложено к внешней поверхно-
сти заготовки. Процесс СПФ считается изотермическим.
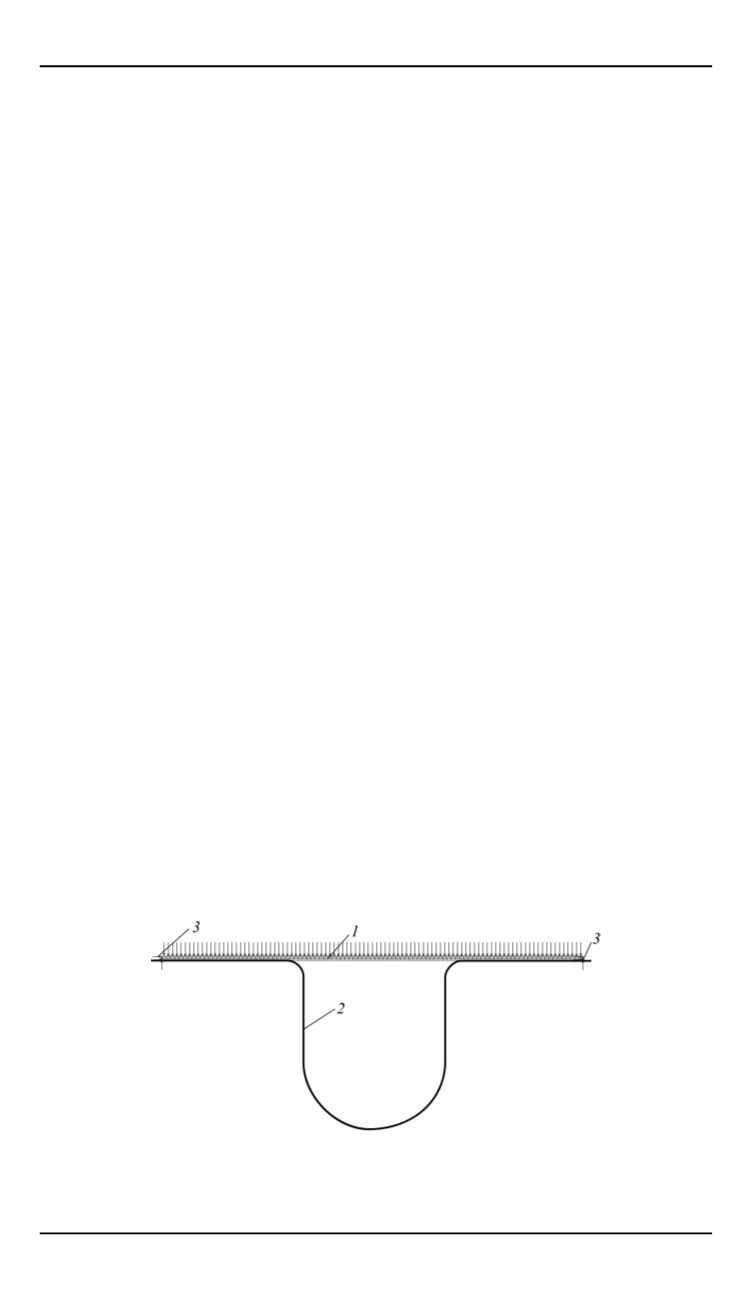
Конечно-элементная модель заготовки для кольца воздухозаборни-
ка, созданная в программном комплексе MSC.Marc, состоит из че-
тырех элементов по толщине и 100 элементов по длине заготовки
(рис. 3). При этом рассматривается осесимметричная постановка.
Рис. 3.
Конечно-элементная модель СПФ кольца воздухозаборника:
конечно-элементная модель заготовки (
1
), модель поверхности штампа (
2
),
крепление от всех перемещений (
3
)
4


