














 8 / 14
8 / 14

М.В. Макарова, К.М. Моисеев
8
Инженерный журнал: наука и инновации
# 1·2018
Таблица 2
Технологический процесс осаждения олова в режиме самораспыления
Этап
Параметры
Описание
Плавление и
разогрев
олова
P
= 6,1·10
–1
Па
Q
= 18 л/ч
P
= 1,8 кВт
U
= 597 В
I
= 3,23 А
t
= 5 мин
Гранулы олова при плавлении при больших мощно-
стях лопаются и разлетаются каплями по окружаю-
щему пространству, в связи с чем возникает опас-
ность замыкания катода и анодного кольца магне-
трона, а также повышения теплоотвода от тигля.
Поэтому на этапе плавления необходимо плавное
повышение мощности
Снижение
потока газа
P
= 3,1·10
–1
Па
Q
= 9 л/ч
P
= 2,0 кВт
U
= 585 В
I
= 3,6 А
t
= 0,5 мин
В случае отсутствия этого шага при переходе в
режим самораспыления при работе на мощностях
1,9...2,0 кВт разряд может погаснуть из-за скачка
параметров при резком прекращении подачи газа
Тренировка
без газа
P
= 8,3·10
–3
Па
Q
= 0 л/ч
P
= 2,0 кВт,
U
= 588 В
I
= 3,6 А
t
= 0,5 мин
Шаг необходим для стабилизации параметров
процесса в режиме самораспыления, а именно
ионного тока и напряжения. При этом также уда-
ляются возможные загрязнения из расплавленного
материала мишени
Осаждение
на подложку
P
= 8,3·10
–3
Па
Q
= 0 л/ч
P
= 2,0 кВт
U
= 588 В
I
= 3,6 А
t
= 5 мин, 1 мин
Рабочий процесс.
Проведено два процесса при разном времени оса-
ждения на единичную неподвижную подложку
Скорость осаждения в реализованном технологическом процессе
составила ~9 мкм/мин, что соизмеримо со скоростью осаждения ме-
ди, равной ~11 мкм/мин [5].
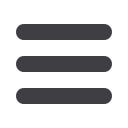
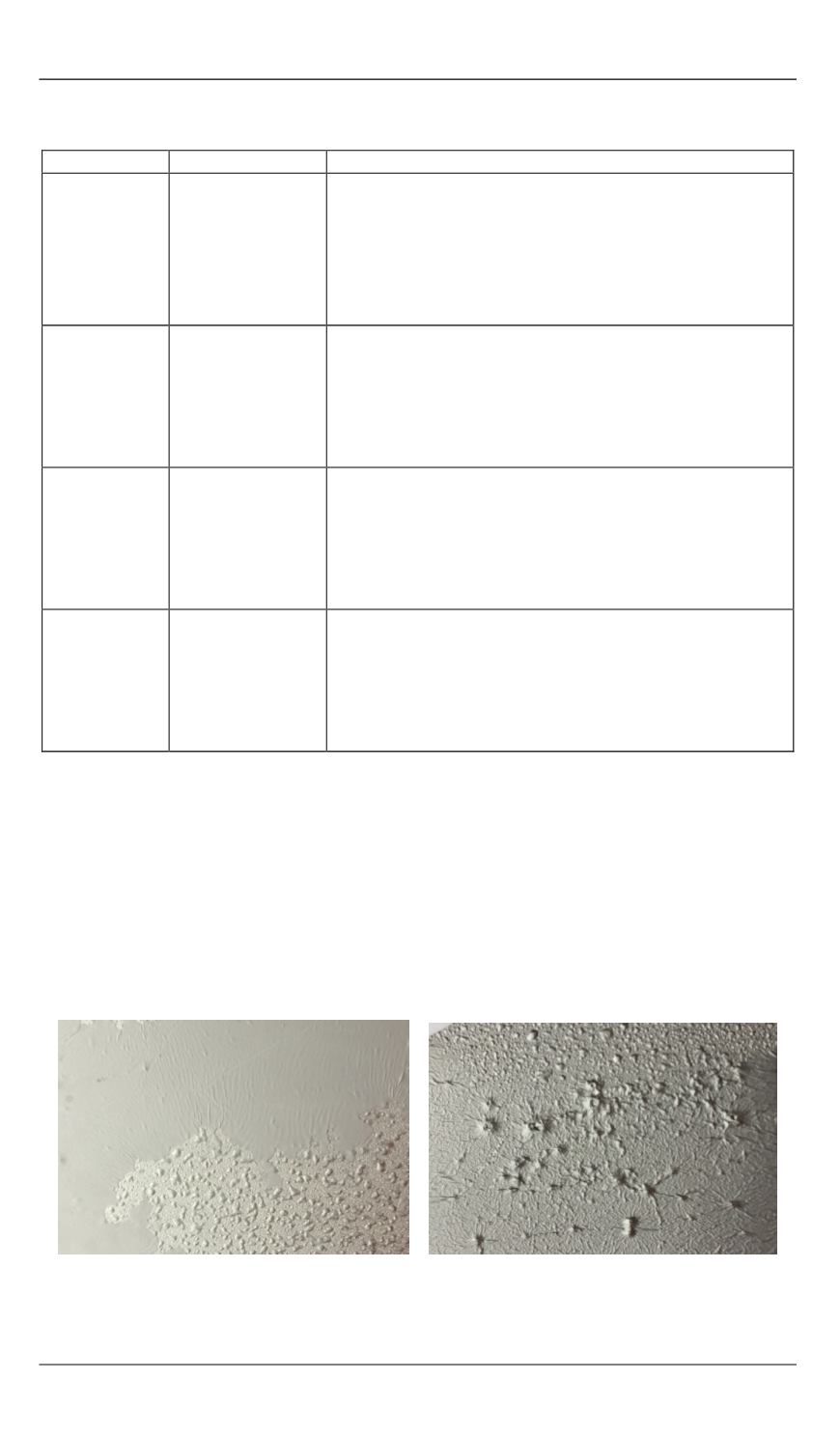
Как видно на изображениях поверхности (рис. 2), за счет тепло-
вого воздействия пленки оплавляются, что приводит к их коробле-
нию и отслаиванию. Следовательно, необходимо уменьшение тепло-
вого потока на подложку или уменьшение ее теплопроводности для
увеличения времени разогрева до критической температуры.
а
б
Рис. 2.
Изображение поверхности оловянной пленки, полученной в режиме само-
распыления без вращения подложек:
а
,
б
— осаждение в течение 1 мин и 5 мин соответственно