














 7 / 11
7 / 11

Технология изготовления дисковых заготовок переменной толщины
…
Инженерный журнал: наука и инновации
# 9·2017 7
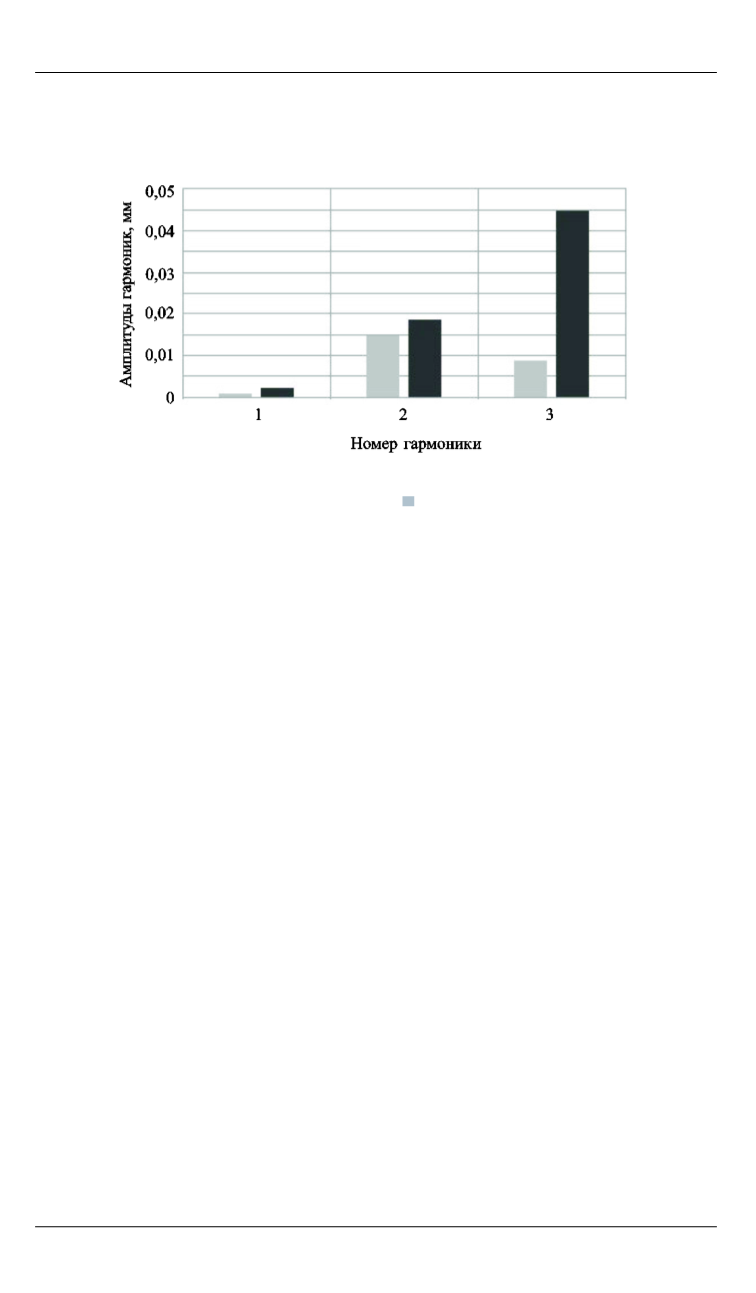
Для одной из деталей был проведен гармонический анализ разно-
толщинности в окружном направлении на разном расстоянии от цен-
тра 27 и 32 мм (рис. 8).
Рис. 8.
Амплитуды гармоник разнотолщинности детали в окружном
направлении на расстоянии 27 ( ) и 32 (
) мм от центра
Как показали результаты анализа, значения амплитуд первой и
второй гармоник незначительно увеличиваются, а значения амплитуд
третьей гармоники на расстоянии 27 и 32 мм от центра отличаются
более чем в 4 раза. Амплитуды первой и второй гармоник растут при
увеличении расстояния от центра. Это объясняется тем, что первая
гармоника описывает смещение центра заготовки относительно цен-
тра измерений в радиальном направлении и при одинаковых услови-
ях измерений оно одинаково невелико, а вторая гармоника характе-
ризует изогнутость заготовки вдоль одной из диаметральных линий и
связана, скорее всего, с особенностями прокатки листа, из которого
была изготовлена заготовка. Такое незначительное увеличение вто-
рой гармоники в эксперименте коррелирует с пропорциональным
увеличением толщины заготовки от центра к периферии при получе-
нии конической поверхности в условиях «изогнутости» заготовки.
Больший интерес вызывает значительное изменение амплитуды
третьей гармоники. Можно предположить, что такая разница (более
чем в 4 раза) вызвана значительным отклонением заготовки в про-
цессе обработки в осевом направлении под воздействием сил реза-
ния, поскольку жесткость заготовки снижается в периферийных об-
ластях вследствие, во-первых, увеличения расстояния от точек за-
крепления и, во-вторых, в результате уменьшения толщины
заготовки от центра к периферии. Дальнейшим путем снижения ам-
плитуды третьей гармоники будет поиск способов снижения силы
резания в процессе подрезки торца.
В качестве следующей операции технологического процесса из-
готовления облицовки предлагается применять штамповку дисковой