














 3 / 11
3 / 11

Технология изготовления дисковых заготовок переменной толщины
…
Инженерный журнал: наука и инновации
# 9·2017 3
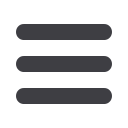
Рис. 2.
Подрезка торца диска при закреплении в
трехкулачковом патроне (заливкой отмечена опас-
ная зона при обработке;
s
— направление подачи
инструмента)
лении будет переменной. Подрезку торца выполняют подрезным рез-
цом за один или несколько проходов от центра к периферии с посте-
пенным увеличением глубины резания. Получаемая торцовая по-
верхность будет не плоской, а конической, поскольку у сегментной
облицовки толщина в центре детали (в куполе) должна быть больше,
чем в области периферии. Для облицовок диаметром до 100 мм толщи-
на в периферийной области не превышает 1...3 мм. Проблемами при
механической обработке по указанной схеме являются надежное за-
крепление заготовки в трехкулачковом патроне, поскольку ширина
закрепления небольшая (1…3 мм) и велика вероятность задеть рез-
цом кулачки при обработке периферийной области (см. рис. 2). Для
решения указанной проблемы предлагается выбирать дисковую заго-
товку заведомо большего диаметра (на 10…25 %) и формировать ко-
ническую поверхность при подрезке торца с оставлением технологи-
ческого бурта, который станет базой и не будет стачиваться в про-
цессе подрезки торца (рис. 3). Ширина бурта для надежного
закрепления зависит от обрабатываемого материала, толщины заго-
товки, диаметра, ее подбирают опытным путем.
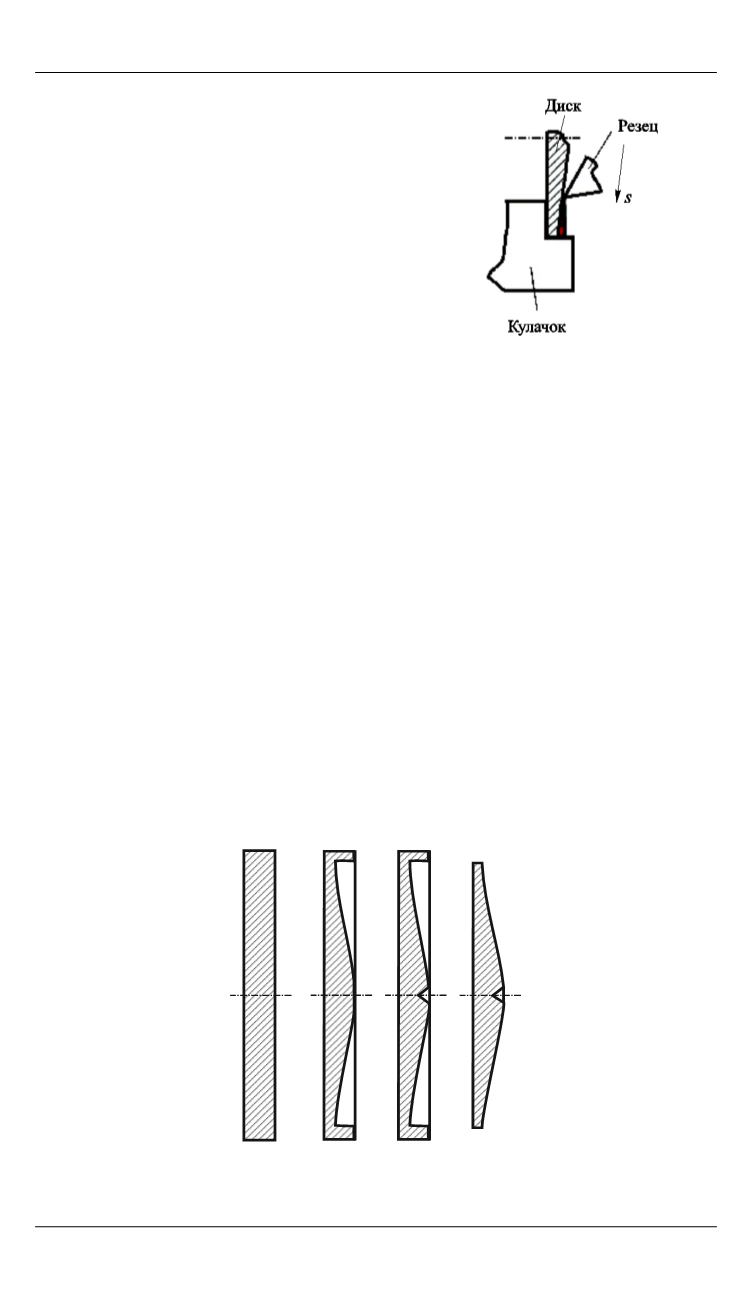
Рис. 3.
Поперечное сечение заготовки
на разных переходах обработки