














 2 / 11
2 / 11

П.В. Круглов, И.А. Болотина
2
Инженерный журнал: наука и инновации
# 9·2017
дами напыления или наплавки, что достаточно трудоемко и не гаран-
тирует достижения указанной точности. Требуется усовершенство-
вать процесс изготовления облицовок с периодической разнотол-
щинностью для достижения заданной точности [9].
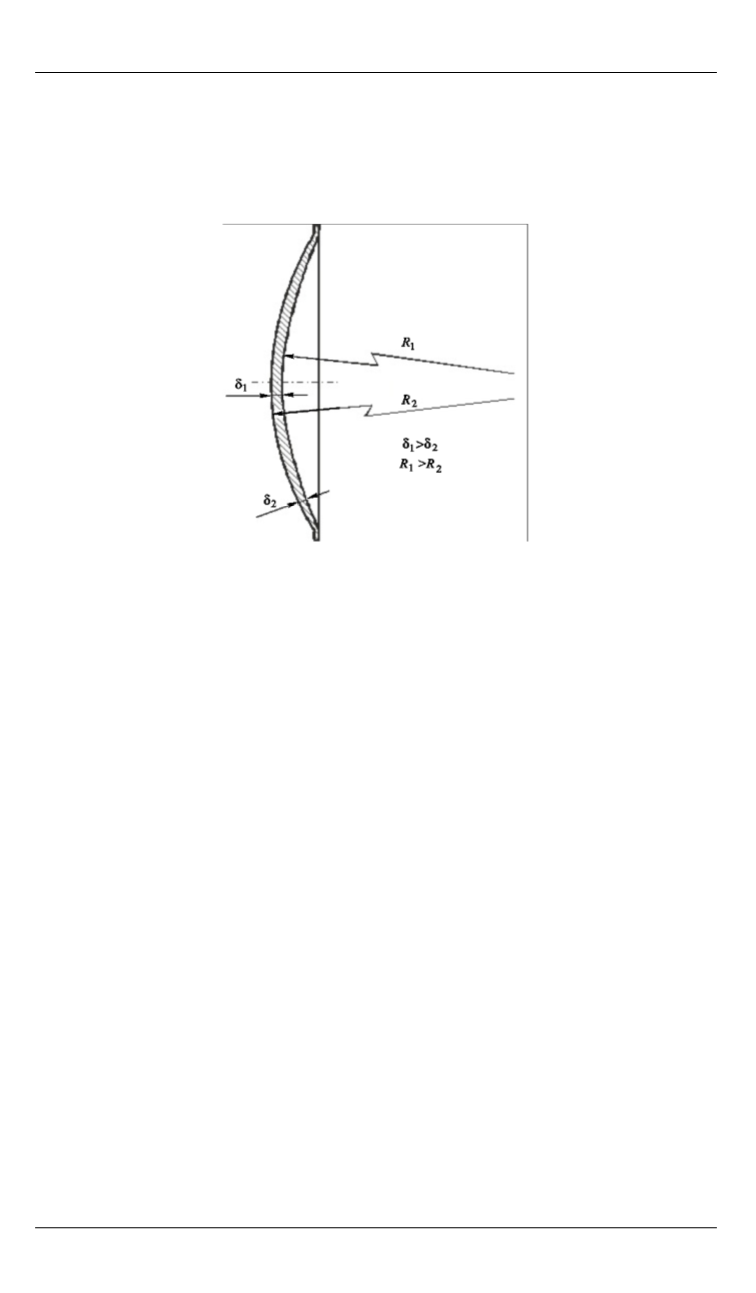
Рис. 1.
Сегментная облицовка кумулятивного заряда
В данной работе предложен вариант технологии изготовления
дисковой заготовки для сегментной облицовки кумулятивного заряда
(рис. 1), позволяющий сформировать такую заготовку, в которой при
уменьшении толщины заготовки от центра к периферии в окружном
направлении образуется переменный по толщине периодический
профиль.
Методы решения.
Для изготовления облицовки предлагается
использовать технологический процесс, включающий в себя опера-
ции получения дисковой заготовки (штамповкой или отрезкой от
круга), механической обработки дисковой заготовки, штамповки —
формовки в эластичную матрицу для придания сегментной формы
детали. Требуемый профиль поперечного сечения детали в радиаль-
ном и окружном направлениях (уменьшение толщины от центра к
периферии и периодические колебания толщины в окружном направ-
лении) будет формироваться на операции механической обработки и
затем наследоваться деталью после штамповки.
Технологическую операцию механической обработки выполняют
на токарном станке при закреплении в трехкулачковом патроне (рис. 2).
В качестве заготовки используют дисковую заготовку, полученную вы-
рубкой в штампе или отрезкой из круга соответствующего диаметра.
При закреплении тонкостенной дисковой заготовки в трехкулачковом
патроне она деформируется под воздействием сил закрепления, и при
точении торцовой поверхности толщина заготовки в окружном направ-