














 6 / 13
6 / 13

А.Ф. Третьяков
6
Инженерный журнал: наука и инновации
# 9·2017
прокаткой в вакуумированных конвертах брикета сеток [8] с разме-
ром ячеек
0,16
a
мм. При этом количество слоев сеток должно со-
ставлять от 4 до 15, а величина относительного обжатия находиться
в интервале
0, 2 0, 6.
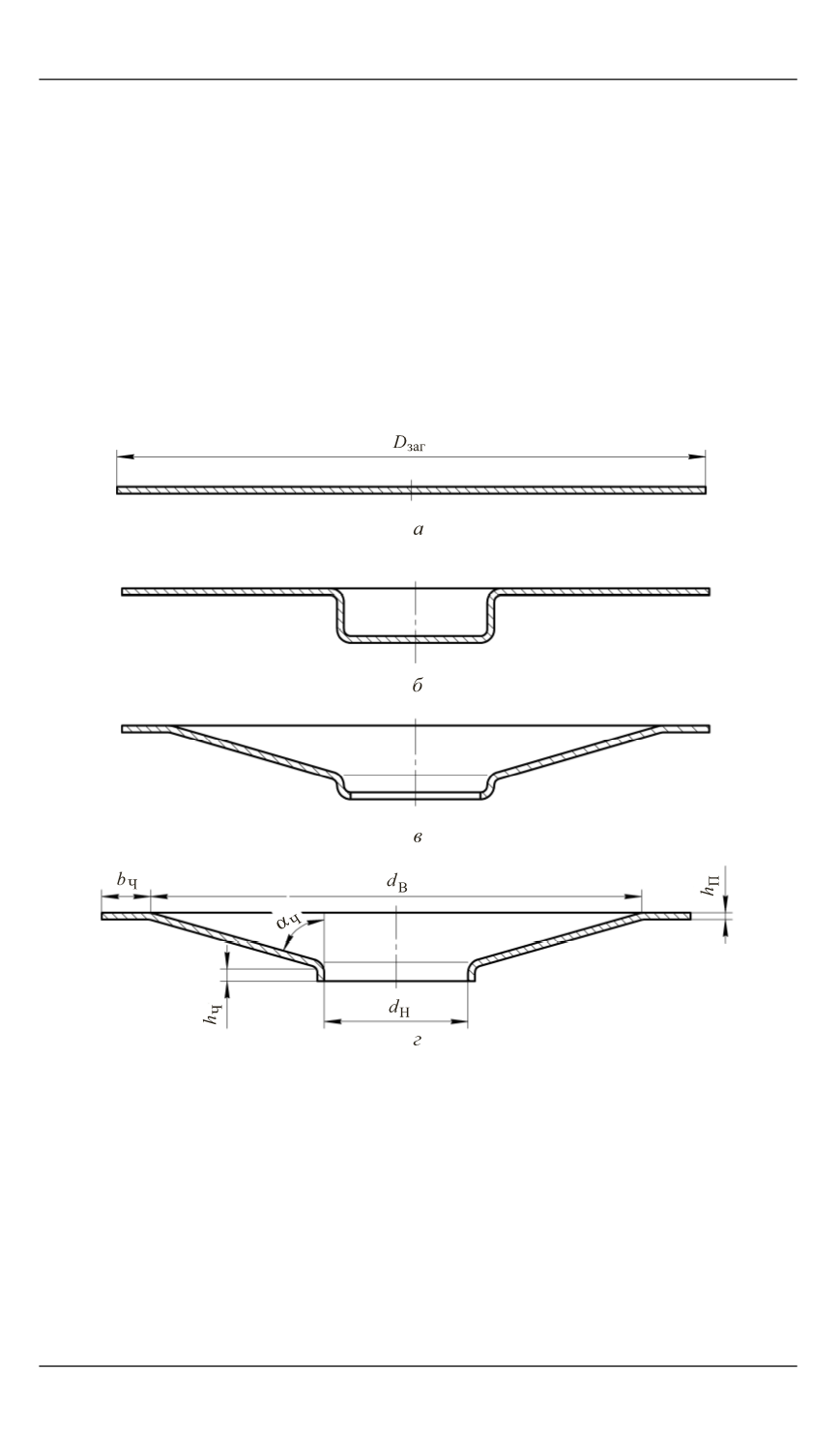
Изготовление фильтроэлемента (также называемых «чечевицей»)
осуществляется путем листовой штамповки ПСМ в следующей по-
следовательности (рис. 2): вырубка круглой заготовки, формовка
центральной части, вытяжка, пробивка и отбортовка. Соединение
элементов фильтра целесообразно осуществлять электронно-лучевой
сваркой.
Рис. 2.
Последовательность операций листовой штамповки
фильтроэлемента:
а
— исходная заготовка;
б
— формовка;
в
— вытяжка и пробивка отверстия;
г
— отбортовка;
Ч
b
— ширина фланца;
Н
d
— диаметр отверстия;
Ч
,
В
d
—
угол наклона и максимальный диаметр конической части фильтроэлемента;
Ч
h
— высота горловины
Толщина пористого материала, изготовляемого сваркой прокат-
кой сеток одного типоразмера, расположенных под углом
5 , 4
определяется как