














 10 / 13
10 / 13

А.Ф. Третьяков
10
Инженерный журнал: наука и инновации
# 9·2017
удлинение в процессе вытяжки конической части пористого элемента
составляет
выт
0, 04,
e
а при отбортовке
от
0,118.
e
В результате
значительных деформаций
от
(
)
e
на кромке горловины возможно
образование трещин. Для устранения возможных дефектов стыковые
соединения чечевиц с осью и втулками фильтра (рис. 3) сконструи-
рованы так, что в процессе электронно-лучевой сварки (ЭЛС) проис-
ходит переплав горловины.
Результаты стендовых испытаний изготовленных штампосвар-
ных фильтров (рис. 4) показали, что разработанный технологический
процесс позволяет получать изделия, полностью удовлетворяющие
требованиям технического задания. Внедрение фильтров в агрегатах
пневмосистемы повысило эксплуатационную надежность энергети-
ческой установки.
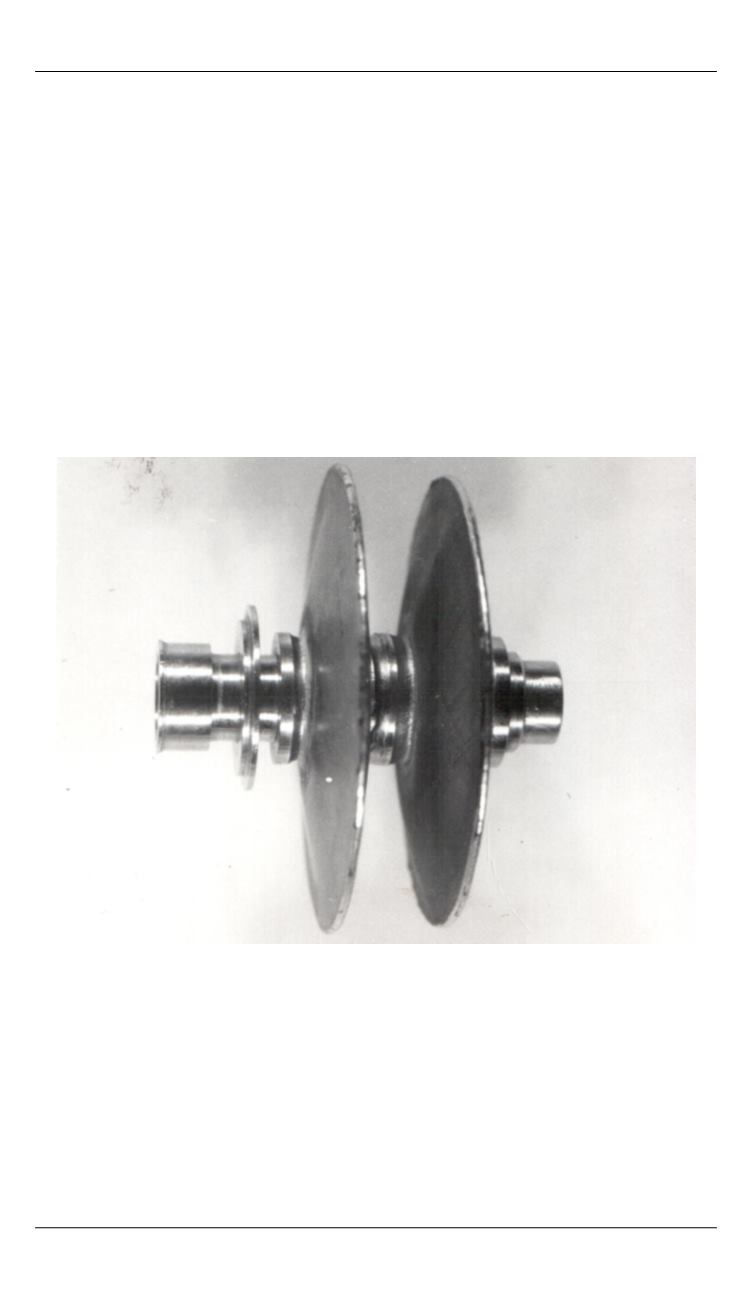
Рис. 4.
Общий вид штампосварного фильтра из стали 12Х18Н10Т, обеспечивающе-
го тонкость очистки 10…12 мкм
Заключение.
На основе разработанной ранее методики проекти-
рования технологических процессов изготовления штампосварных
изделий из пористых материалов предложена математическая модель
технологического процесса создания листовых ПСМ с требуемыми
тонкостью очистки, толщиной, прочностью, пластичностью и отно-
сительной прочностью стыковых сварных соединений.