














 3 / 14
3 / 14

Оценка энергопотребления при механической обработке…
Инженерный журнал: наука и инновации
# 12·2016 3
щей в себя вертикально-фрезерный станок модели 6Р12, универсаль-
ный динамометр Kistler с дополнительным приспособлением для ба-
зирования и закрепления, усилитель-преобразователь 5070А и блок
АЦП Kistler [9]. Фрезерование осуществлялось шпоночной фрезой
диаметром 32 мм по ГОСТ 9140–78 (
= 9
,
= 4
) на специально вы-
полненной заготовке из стали 45 ГОСТ 1050–88 со следующими па-
раметрами обработки: частота вращения шпинделя
n
= 250 об/мин,
скорость резания
v
= 25 м/мин, подачи на зуб
S
z
= 0,05; 0,062; 0,08;
0,1 мм/зуб, глубина резания
t
= 1 мм, ширина фрезерования
B
= 6; 9;
12; 15; 18; 21; 24; 27 мм, частота регистрации данных
= 300 Гц. Эс-
кизы обработки приведены на рис. 1.
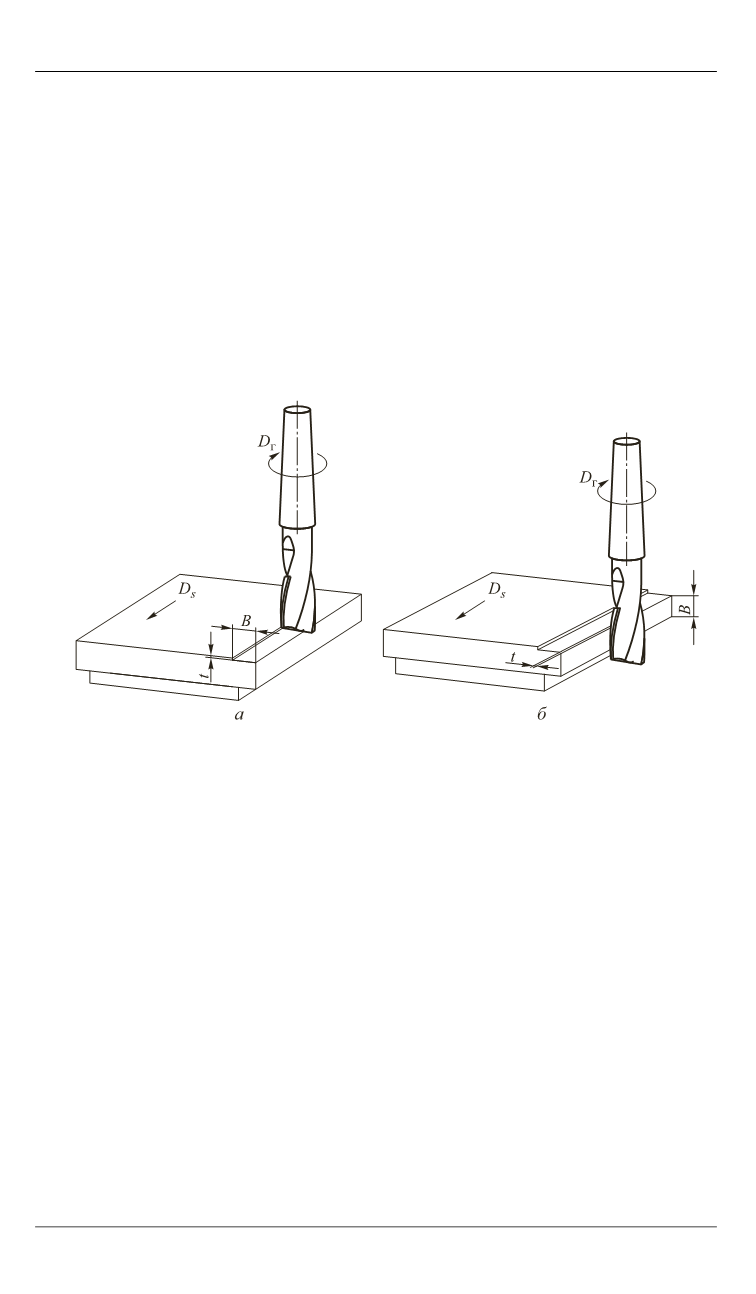
Рис. 1.
Эскизы обработки при торцовом (
а
) и цилиндрическом (
б
) фрезеровании
Идентичность условий обеспечена следующими факторами:
— эксперименты проведены на одном оборудовании, одним ин-
струментом, на одной заготовке без каких-либо переустановов обо-
рудования;
— замеры ортогональных составляющих силы резания при тор-
цовом и цилиндрическом фрезеровании чередовались друг с другом;
— обработка проведена при постоянной скорости резания
v
; для
обоих способов обработки обеспечены одинаковые подачи на зуб
S
z
;
соотношения глубины резания
t
и ширины фрезерования
B
установ-
лены таким образом, чтобы объем снимаемой стружки был одинако-
вым (рис. 2);
— инструмент и параметры режимов обработки установлены та-
ким образом, что на графике регистрируемых составляющих силы
резания отчетливо виден каждый самостоятельный рез зуба фрезы
(рис. 3).