














 10 / 14
10 / 14

Л.Д. Малькова
10
Инженерный журнал: наука и инновации
# 12·2016
струмента. Доля такой «неполезной» части поверхности резания при
рассмотренных режимах торцового фрезерования составляет 93…98 %
всей вновь формируемой поверхности.
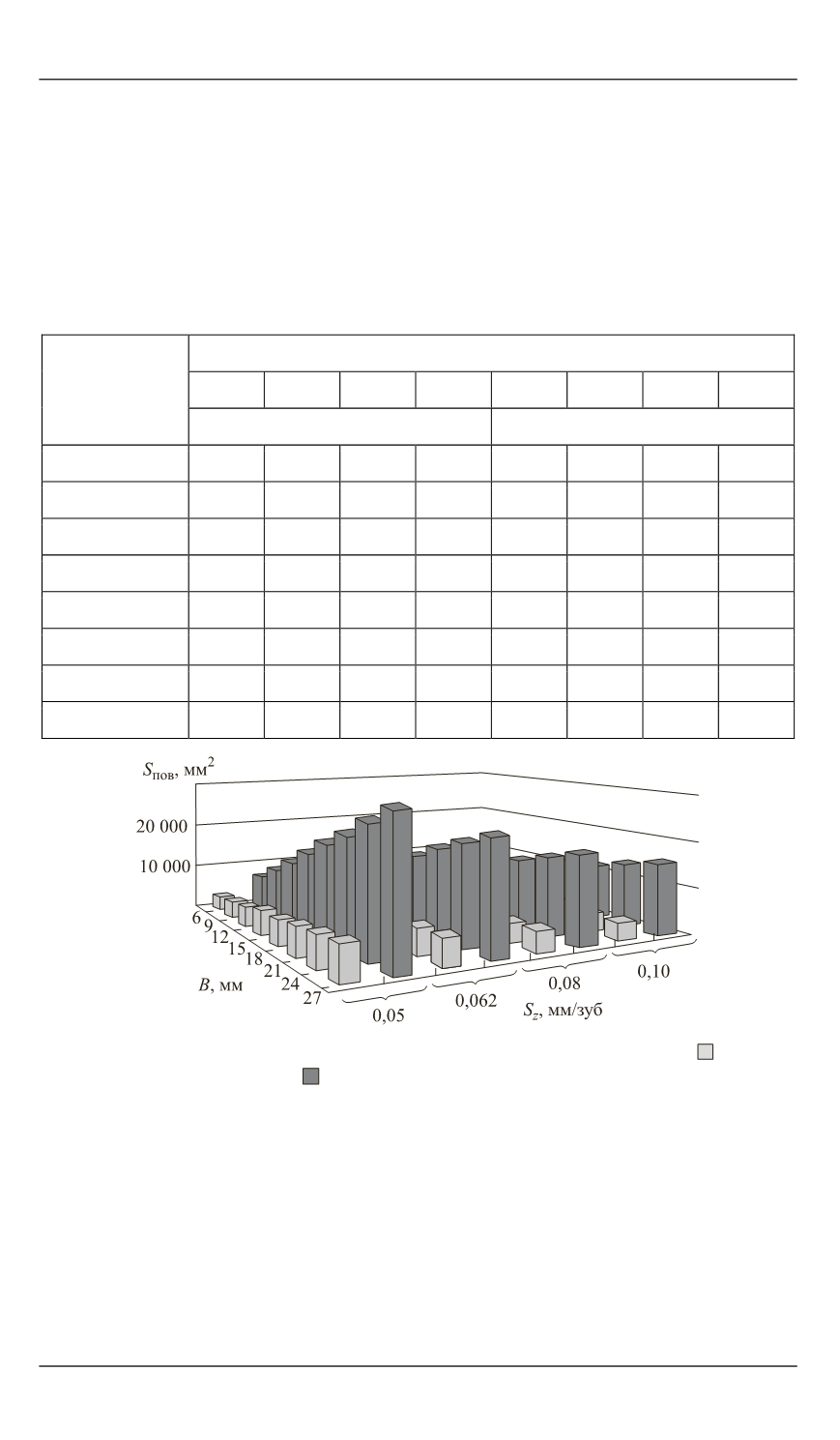
Результаты расчета изменения площади поверхности резания
приведены в табл. 4, а их графическое представление — на рис. 9.
Таблица 4
Площадь поверхности резания
S
пов
, мм
2
, при торцовом и цилиндрическом
фрезеровании плоскости длиной 10 мм с припуском 1 мм
B
, мм
S
z
, мм/зуб
0,05
0,062
0,08
0,1
0,05
0,062
0,08
0,1
Торцовое фрезерование
Цилиндрическое фрезерование
6
2931
2339 1856 1498 6854 5445 4295
3440
9
3673
2933
2331
1884 10281 8168
6443
5163
12
4343
3471 2761 2234 13708 10891 8590
6884
15
4981
3983
3171
2568 17135 13614 10738 8605
18
5613
4490 3577 2899 20562 16336 12885 10326
21
6259
5008
3992
3237 23989 19059 15033 12047
24
6947
5560 4434 3596 27416 21782 17180 13768
27
7727
6185
4933
4001 30843 24505
19328 15489
Рис. 9.
Изменение площади поверхности резания при торцовом ( )
и цилиндрическом ( ) фрезеровании плоскости длиной 10 мм
с припуском 1 мм
Массив точек, иллюстрирующий зависимость между данными
табл. 3 и 4, приведен на рис. 10. Следует отметить, что наблюдаемая
на рисунке тенденция охватывает оба способа фрезерования при всех
экспериментальных значениях ширины фрезерования и подачи на
зуб. Проведен регрессионный анализ указанного массива данных.
Получено уравнение регрессии, коэффициент корреляции с которым
составил 0,95: