














 9 / 22
9 / 22

Исследование механических и технологических свойств листовых…
Инженерный журнал: наука и инновации
# 6
2016
9
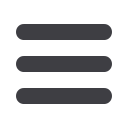
проволок, возрастает с уменьшением температуры процесса и време-
ни деформирования (см. рис. 4). Изучение влияния
п
на относи-
тельную прочность сварных соединений, полученных диффузионной
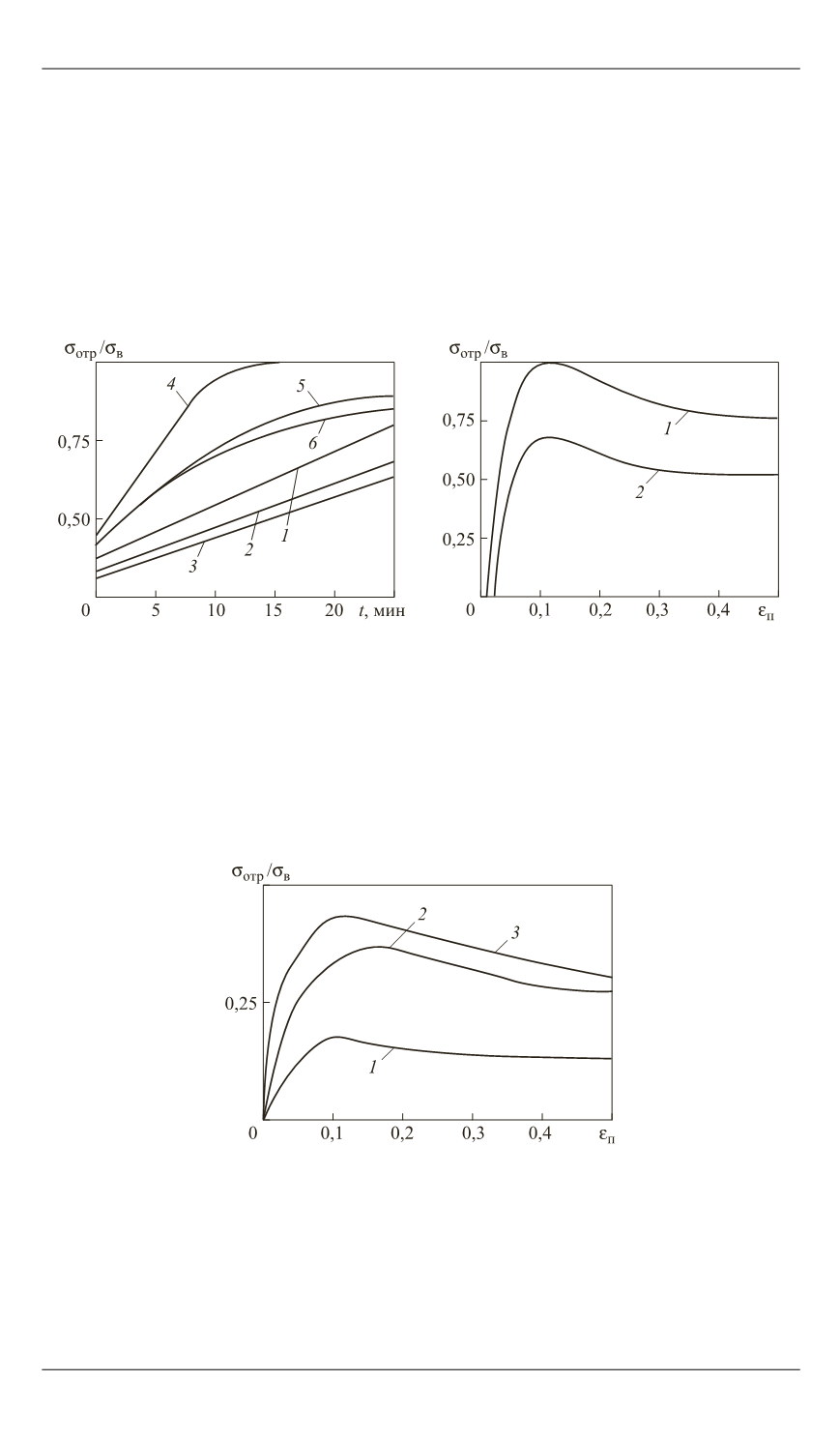
сваркой (см. рис. 5) и сваркой прокаткой (см. рис. 6), позволило вы-
явить наличие максимума при
п
= 0,1…0,2, который возрастает
с увеличением температуры, глубины вакуума и времени процесса
сварки.
Рис. 4.
Влияние времени диффузионной
сварки на относительную прочность на
отрыв крестообразных соединений про-
волок, полученных при температурах
1373 K (
1
–
3
), 1473 K (
4
–
6
) и относи-
тельных степенях деформации
п
:
1
,
4
— 0,1;
2
,
5
— 0,3;
3
,
6
— 0, 5
Рис. 5.
Влияние относительной степе-
ни деформации на относительную
прочность на отрыв крестообразных
соединений проволок, полученных
диффузионной сваркой при
t
= 15 мин
и температурах, K:
1
— 1373;
2
— 1473
Рис. 6.
Влияние относительной степени де-
формации на относительную прочность на
отрыв крестообразных соединений проволок,
полученных сваркой прокаткой в вакуумиро-
ванных конвертах при температурах, K:
1
— 1373;
2
— 1473;
3
— 1573