














 3 / 9
3 / 9

Коррекция положения инструмента при обеспечении качества…
3
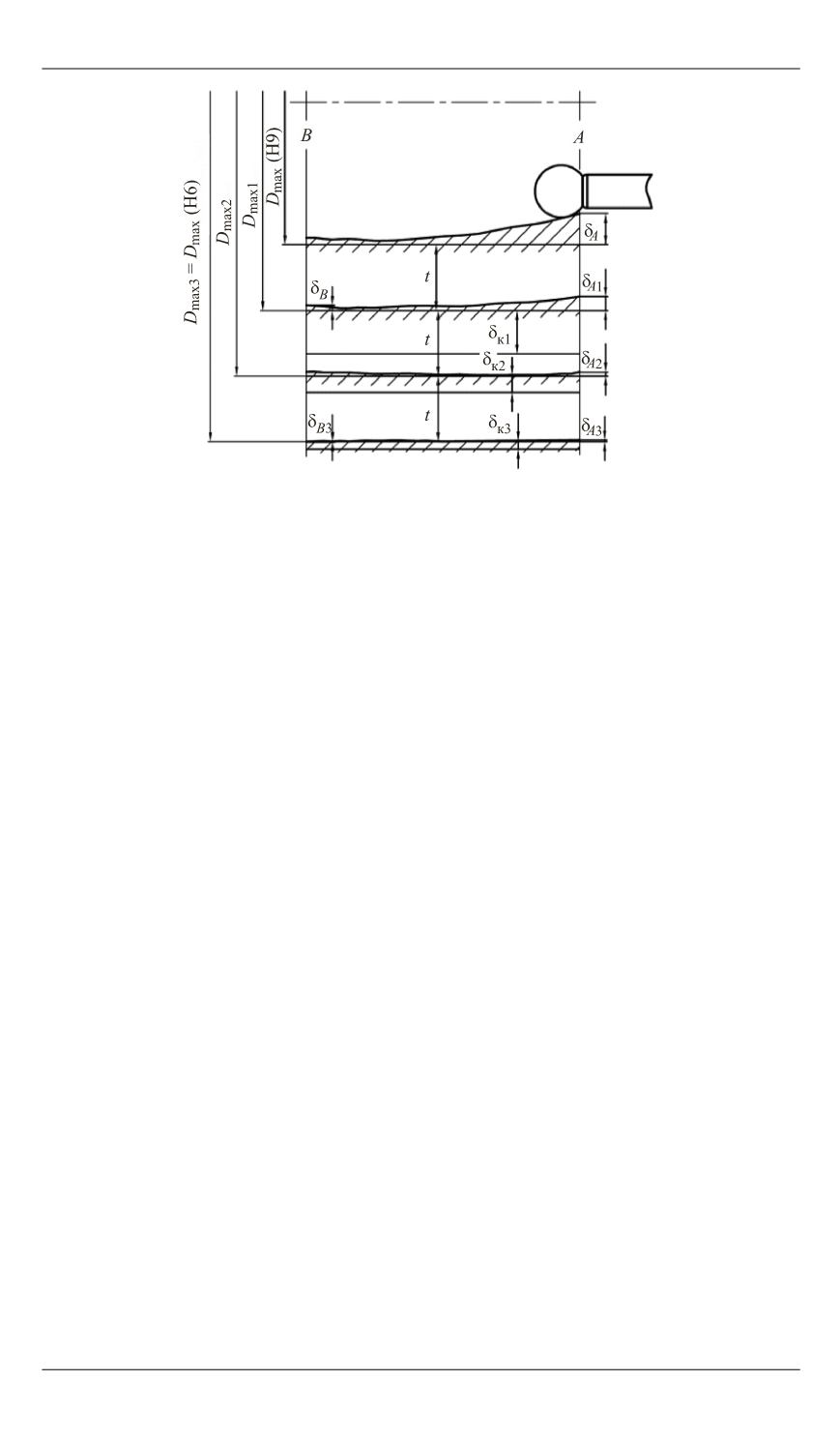
Схема обеспечения точности диаметрального размера
растачиваемого отверстия по
Н
6 коррекцией положения
инструмента:
D
max
(
H
6),
D
max
(
H
9) — максимальный диаметр отверстия с точ-
ностью, соответствующей
Н
6 и
Н
9;
D
max1
–D
max3
— максималь-
ный диаметр обрабатываемого отверстия после корректирую-
щих рабочих ходов 1–3 соответственно;
t
— номинальная
глубина резания на каждом корректирующем рабочем ходе;
1
3
,
,
,
А А
А
— отклонения радиуса изготавливаемого от-
верстия, измеренное на торце
А
, соответственно исходное и по-
сле корректирующих рабочих ходов 1–3;
В
— отклонение ра-
диуса изготавливаемого отверстия, измеренное на торце
В
,
исходное
С учетом (1) и (2) получим
δ δ 0, 25
А В
[
D
(
9
H
)]
,
(3)
где
D
(
9
H
) — допуск
9
H
на выдерживаемый диаметральный раз-
мер. Аналогично для допуска
6
H
(см. рисунок)
3
3
0,1 0,125
А В
[
D
(
6
H
)]. (4)
Ограничение (3) является условием применения коррекции по-
ложения инструмента для достижения заданного качества отверстия.
Ограничение (4) наряду с допуском на соответствующий диамет-
ральный размер — условие обеспечения качества изготовления от-
верстия.
Общий (суммарный) припуск на чистовую (окончательную) об-
работку для рассматриваемого примера определяют по формуле