














 2 / 11
2 / 11

М.А. Комков, Д.А. Потапов, А.А. Кудрявцев
2
Инженерный журнал: наука и инновации
# 9·2017
живании трубопровода до криогенных температур и нагружении его
внутренним давлением на поверхности гофр со временем могут воз-
никнуть микротрещины, что приведет к потере герметичности изде-
лия.
Таким образом, цель настоящей работы — для обеспечения рабо-
тоспособности и снижения массы комбинированного трубопровода
определить оптимальные углы намотки углепластиковой оболочки,
при которых осевые деформации тонкостенного лейнера и намотан-
ного композита при захолаживании до криогенных температур име-
ют одинаковый уровень осевых перемещений.
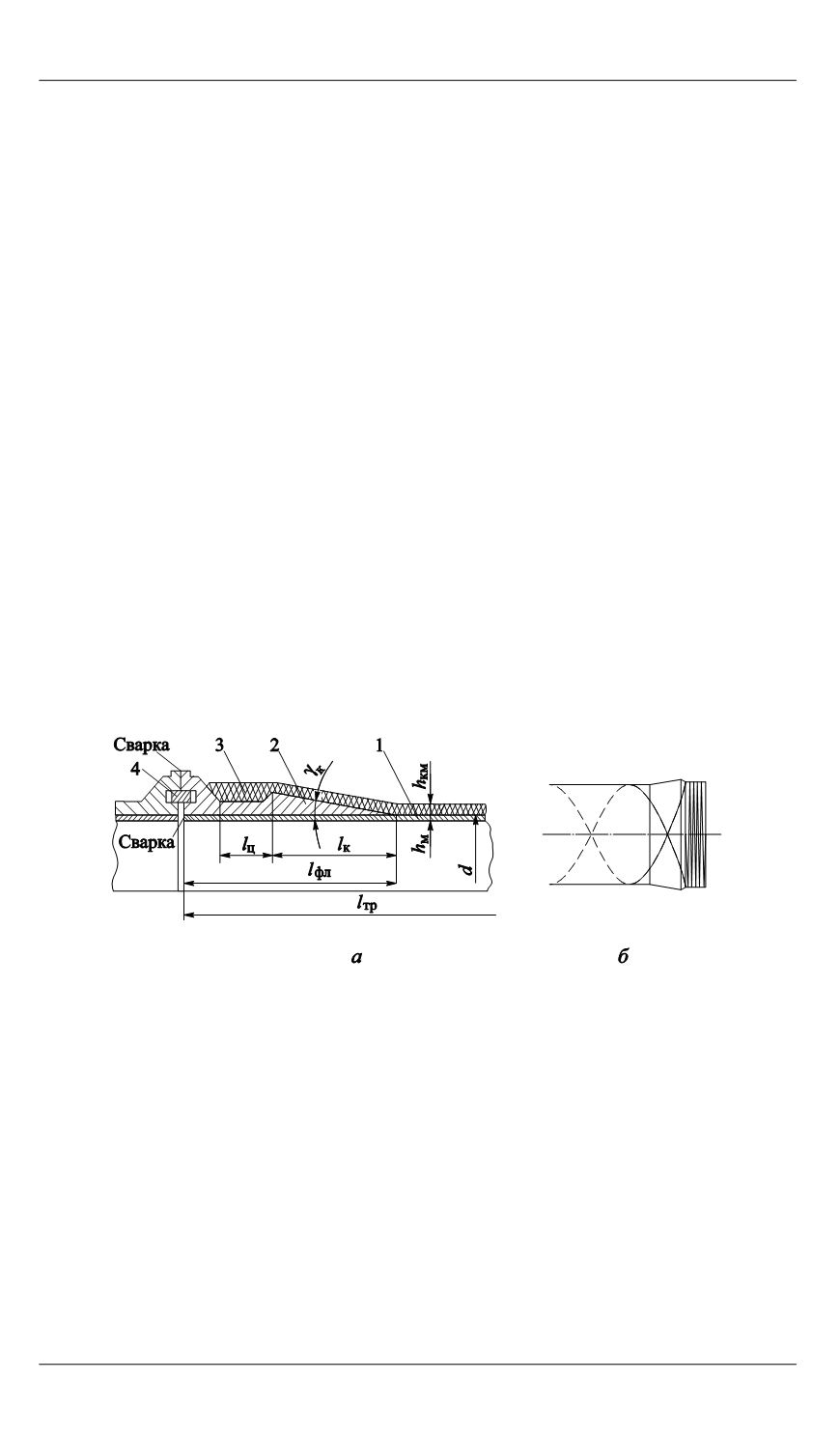
Технологическое проектирование.
Как правило, в комбиниро-
ванном трубопроводе (рис. 1,
а
) тонкостенная металлическая оболоч-
ка-лейнер
1
жестко соединена с фланцами
2
аргонодуговой сваркой, а
сверху по спирали (рис. 1,
б
) на оболочку и фланцы намотан одно-
направленный композиционный материал
3
. На рис. 1 показана кон-
структивная схема криогенного трубопровода, соединение стальной
(Х18Н10Т) оболочки с фланцем торцевой сваркой, а также петлевое
соединение намотанного углепластика (УКН-5000 + ЭДТ-10) с кони-
ческим хвостовиком фланца. Трубопроводы собираются между со-
бой с помощью центрирующего кольца
4
и соединяются сваркой по
схеме «колокольчик».
Рис. 1.
Конструктивно-технологическое оформление стыковоч-
ного узла трубопровода (
а
) и схема намотки нитей (
б
):
1
— лейнер;
2
— фланец;
3
— оболочка углепластиковая;
4
— кольцо
центрирующее
Для того чтобы внутренний диаметр трубопровода оставался по-
стоянным
по всей длине,
намотку композитного слоя осуществляют
на расширяющийся конический выступ (бурт) хвостовика фланца с
углом охвата наматываемой лентой бурта фланца на 180° или 360°.
В связи с этим для сборки и соединения композитных трубопроводов
малых диаметров применяют законцовки типа «вмотанный фланец»
[8, 9]. В общем случае угол
β
спиральной намотки углепластика
на лейнер (рис. 2) должен быть больше 54,7°. Однако при этом