














 3 / 11
3 / 11

Расчет установочных размеров и опорных поверхностей резьбонарезных головок…
Инженерный журнал: наука и инновации
# 2·2017 3
Угол наклона передней поверхности
λ
обеспечивает в процессе
резания положительный задний угол
α
у витков режущей части и
отрицательный задний угол в контакте калибрующей части гре-
бенки с заготовкой. Такая геометрия облегчает самозатягивание ин-
струмента и уменьшает шероховатость поверхности нарезаемой
резьбы. Из-за наличия угла наклона передней поверхности
λ
и угла
подъема резьбы
τ
смещение осей гребенки и оси резьбы
h
0
имеет пе-
ременное значение в различных сечениях, и, как следствие, в пре-
делах рабочей длины гребенки
L
изменяется задний угол
α
.
В сечениях, перпендикулярных оси заготовки, задние углы опре-
деляются функцией нескольких переменных:
(
)
0
, , , , , , , , ,
g
f L d d l h
α =
τ λ d g
где
d
g
— наружный диаметр головки;
d
— наружный диаметр заго-
товки под резьбу;
l
— величина превышения вершины режущего
профиля гребенки относительно оси обрабатываемой детали;
d
—
передний угол;
g
— главный угол в плане.
Действительные значения параметров
d
g
,
l
и
d
определяют по
расположению элементарного режущего профиля на гребенке.
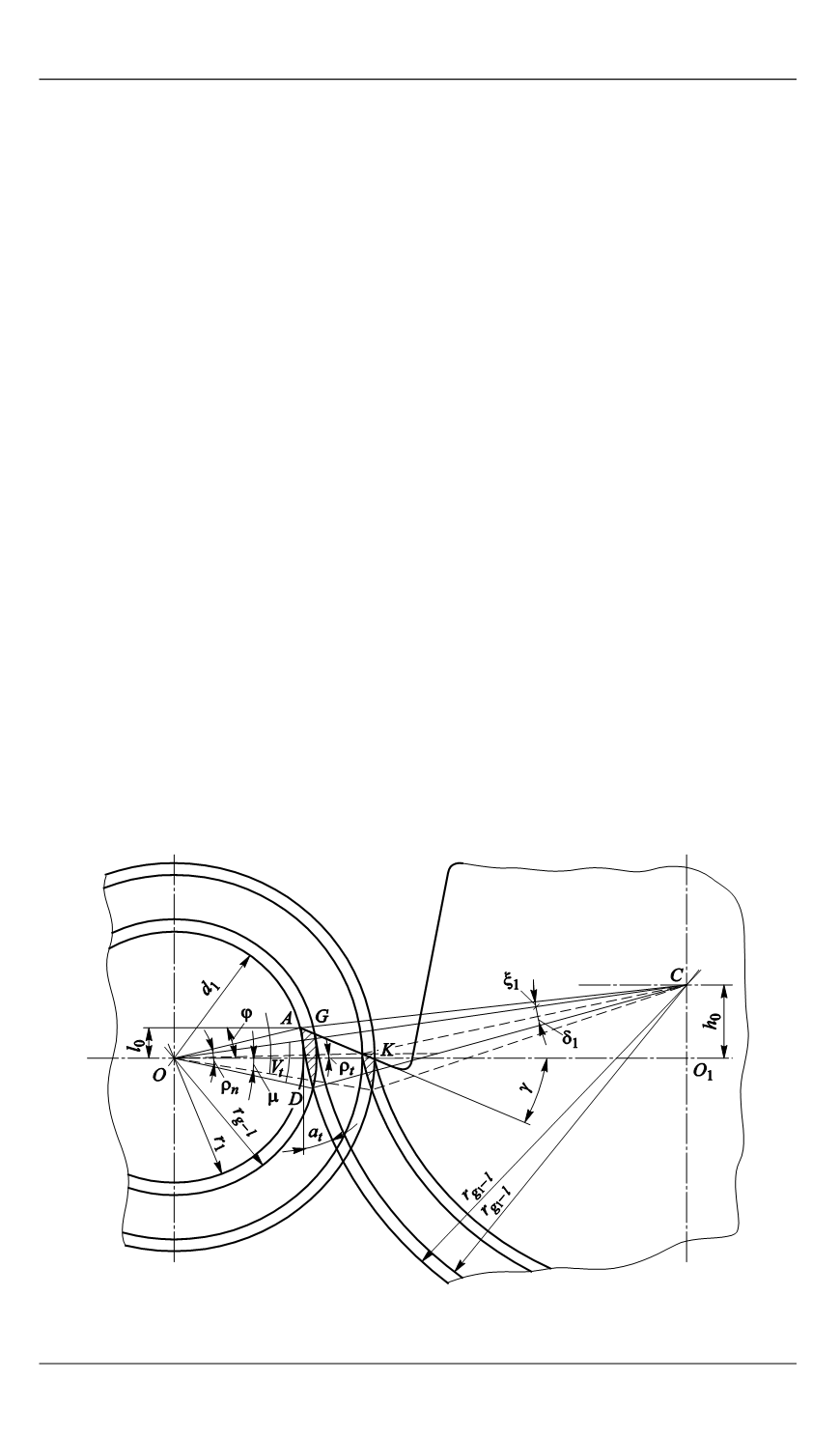
Расчет геометрических параметров и установочных разме-
ров резьбонарезных головок.
Межосевое расстояние
OO
1
заготов-
ки под резьбу и резьбонарезной головки и cмещение оси гребенки
относительно оси нарезаемой детали
h
o
определяют по системе урав-
нений (рис. 2):
Рис. 2.
Схема расчета установочных размеров и геометрических параметров
режущей части резьбонарезных головок