Повышение эффективности применения твердосплавных резцов…
5
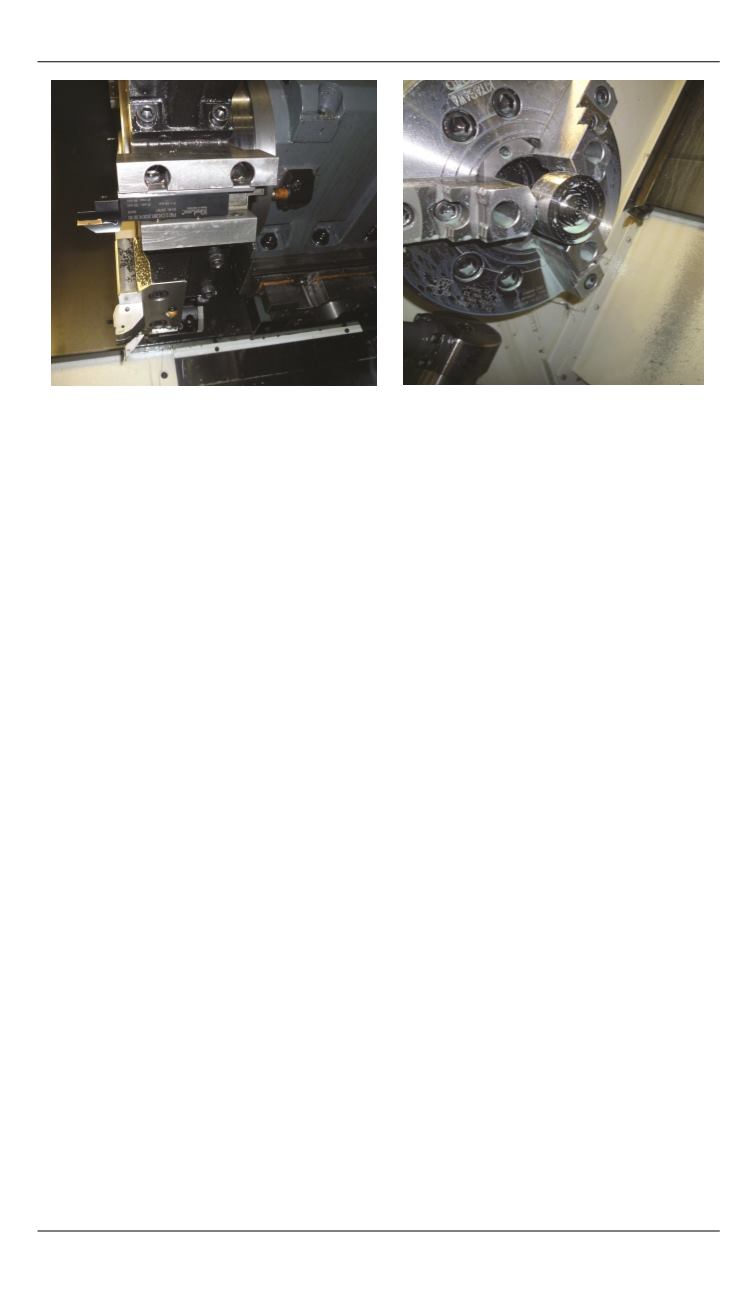
Рис. 3.
Канавочный резец в револь-
верной головке токарного станка
Рис. 4.
Заготовка с обработанной
торцевой канавкой
Условия испытаний при обработке заготовки (см. рис. 4): материал
заготовки — титановый сплав ВТ14, инструмент — см. табл. 2, п. 5, ре-
жимы резания: подача
S
= 0,1 мм/об, скорость резания
V
= 37,7 м/мин,
частота вращения шпинделя
n
= 300 об/мин.
По результатам проведенных испытаний сделаны выводы о том,
что резцы работоспособны, резание происходит без вибраций, визу-
альная оценка качества обработанных поверхностей подтверждает
соответствие требованиям. При производственных испытаниях по-
ломки канавочных резцов не отмечены. Вместе с тем в практике ис-
пользования резцов в цеховых условиях поломки имеют место, что
указывает на необходимость прочностного расчета.
3. Методика проверочного расчета твердосплавных резцов на
прочность.
Расчет сил резания, действующих на резец при обра-
ботке торцевой канавки.
Выполнен с использованием средних каса-
тельных напряжений в условной плоскости сдвига по методике, изло-
женной в работах С.В. Грубого [3, 4]. Расчетная методика проверена
применительно к различным видам механической обработки и инстру-
ментам (например, концевое фрезерование, прецизионное точение рез-
цами из нитрида бора BN и природного алмаза [5–7]).
Схема распределения сил на режущем клине резца для обработки
торцевых канавок показана на рис. 5. Лезвие резца имеет радиус
округления режущей кромки
с центром в точке
О
. Точка
В
являет-
ся последней точкой контакта резца с обрабатываемым материалом
(
– заданный угол). Длина контакта стружки с передней поверхно-
стью резца составляет
1
l
.
Точка
А
разделяет толщину среза
a
на
стружку толщиной
str
a
и деформированный поверхностный слой


