Повышение эффективности применения твердосплавных резцов…
11
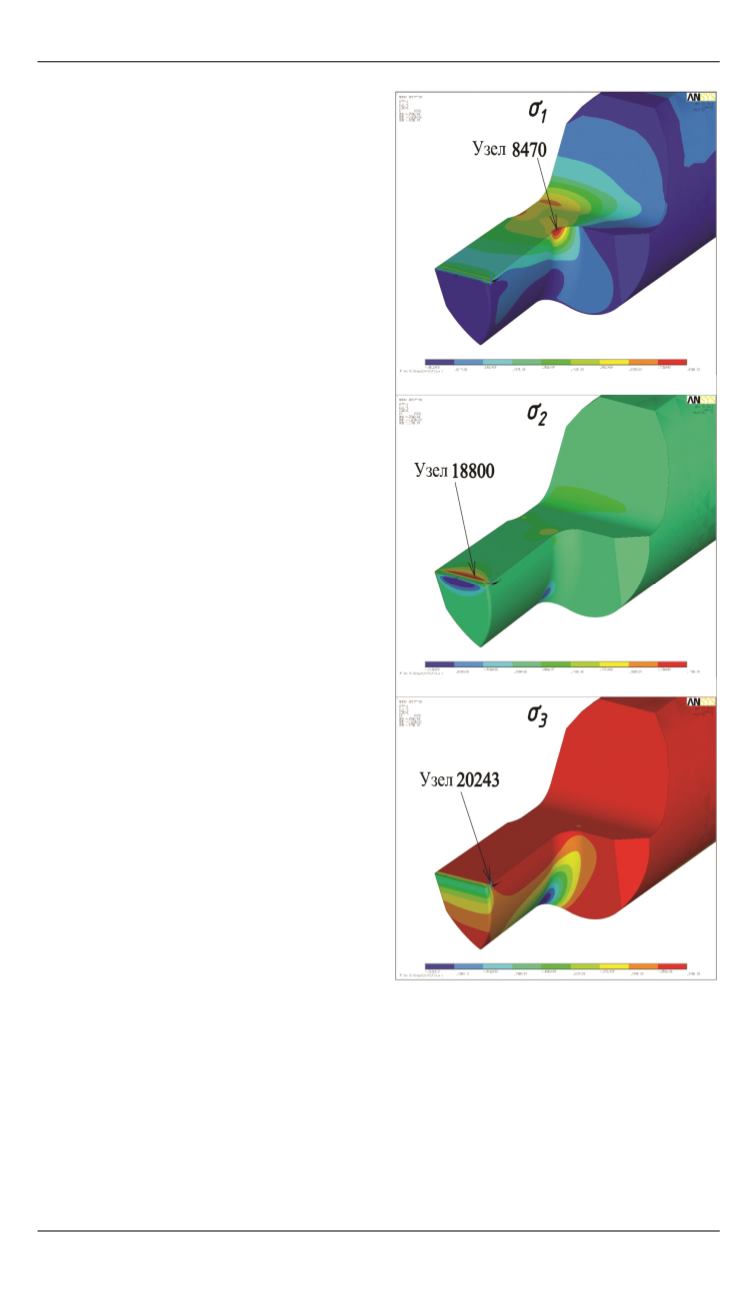
Значения главных напряжений
в узлах, где главные напряжения
максимальны, а также рассчи-
танные по критериям прочности
коэффициенты запаса представ-
лены в табл. 4.
Согласно рассчитанным зна-
чениям, узел 8470 имеет недоста-
точный
коэффициент
запаса
прочности, что может привести к
поломке резца при обработке ка-
навки в производственных усло-
виях. Чтобы этого избежать,
можно рекомендовать использо-
вать инструментальный твердый
сплав с большим пределом проч-
ности. Современные субмикрон-
ные твердые сплавы имеют размер
зерна карбидной фазы 0,5…1,2 мкм
и повышенные прочностные ха-
рактеристики [10]. В источниках
отмечено, что для этих сплавов
фактический предел прочности
при растяжении может быть в
2–3 раза выше, чем для сплава
марки ВК8.
Очевидно, что недостаточный
коэффициент запаса прочности
выбранного твердого сплава ВК8
не обеспечивает надежность кон-
струкции твердосплавного резца,
поэтому были разработаны чер-
теж и 3D-модель твердосплавного
резца с другой геометрией режу-
щей части: передний угол
10
,
высота режущей части резца уве-
личена до 3,2 мм (рис. 9). Расчет-
ные значения параметров
,
n
P
1
l
и
m
в зависимости от толщины
a
срезаемого слоя для измененного
варианта геометрии режущей части приведены в табл. 5.
Рис. 8.
Модель резца и отображе-
ние главных напряжений в узлах


