С.В. Грубый, Л.А. Татарова, Е.В. Воробьева
14
Изменение геометрии режу-
щей части — увеличение перед-
него угла и высоты — позволило
повысить прочность канавочного
резца. Рассчитанные коэффициен-
ты запаса прочности значительно
больше единицы, предложенная
геометрия режущей части обеспе-
чивает прочность и надежность
работы резца.
Канавочные твердосплавные
резцы с улучшенной геометрией
режущей части рекомендованы
для изготовления в инструмен-
тальном производстве предприя-
тия и применения при обработке
деталей РКТ.
По результатам проведенных
технологических исследований и
расчета прочности твердосплав-
ных резцов для обработки тор-
цевых канавок были сделаны
следующие выводы.
1. Подобранные и испытан-
ные инструменты удовлетворяют
установленным требованиям к
обработке торцевых канавок на
деталях РКТ из коррозионно-
стойких сталей, алюминиевых и
титановых сплавов по работоспо-
собности и качеству обработан-
ных поверхностей.
2. Основной причиной отка-
зов цельных твердосплавных ка-
навочных резцов в производственных условиях является их поломка
вследствие недостаточной прочности режущей части.
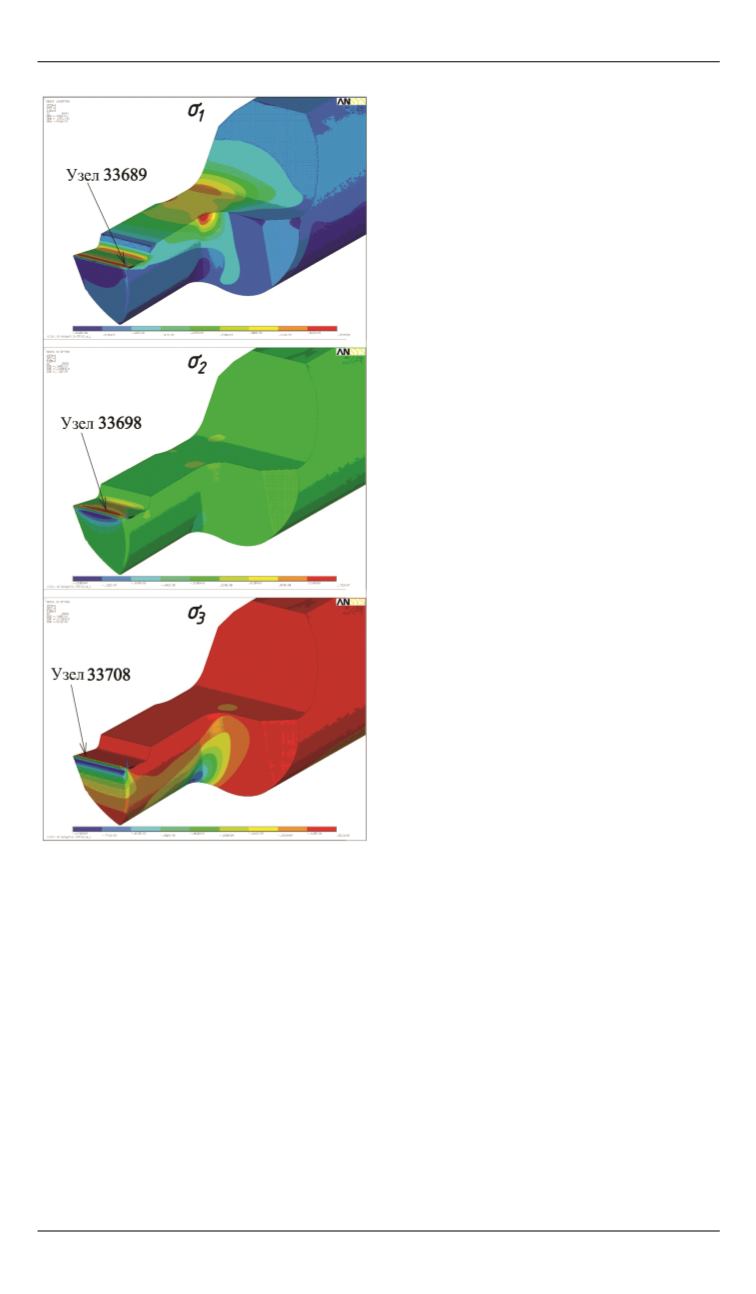
3. Напряженное состояние режущей части резцов характеризуется
существенными растягивающими напряжениями, значения которых в
отдельных узлах приближаются к пределу прочности твердого сплава.
4. Изменение геометрических параметров режущей части резцов,
в частности увеличение переднего угла и высоты, позволяет значи-
тельно повысить их прочность.
Рис. 11.
Модель резца с улучшенной
геометрией режущей части и отобра-
жение главных напряжений в узлах


