














 7 / 12
7 / 12

Определение параметров импульсов электроэрозионной обработки титана…
Инженерный журнал: наука и инновации
# 3·2017 7
Известно, что при увеличении плотности теплового потока глу-
бина проплавления обрабатываемого материала и объем образую-
щейся на поверхности лунки возрастают, что приводит к росту про-
изводительности электроэрозионной обработки. Проведенные иссле-
дования показали, что при обработке титана глубина ее проплавления
η
при увеличении плотности теплового потока
q
достигает некото-
рого значения
η
max
(рис. 4).
Рис. 4.
Зависимость глубины проплавления
η
от длительности импульса
t
Превышение этого значения возможно только при существенных
увеличениях плотности теплового потока, что соответствует режи-
мам неразмерной обработки. Сделанные при решении поставленной
задачи допущения не позволяют провести расчеты при таких боль-
ших значениях плотностей тепловых потоков. Также очевидно, что
каждому значению
η
max
соответствует
определеннее значение
дли-
тельности импульса
t
max
, превышение которого не приведет к увели-
чению съема материала, но уменьшит максимальную частоту следо-
вания импульсов, а значит, производительность электроэрозионной
обработки.
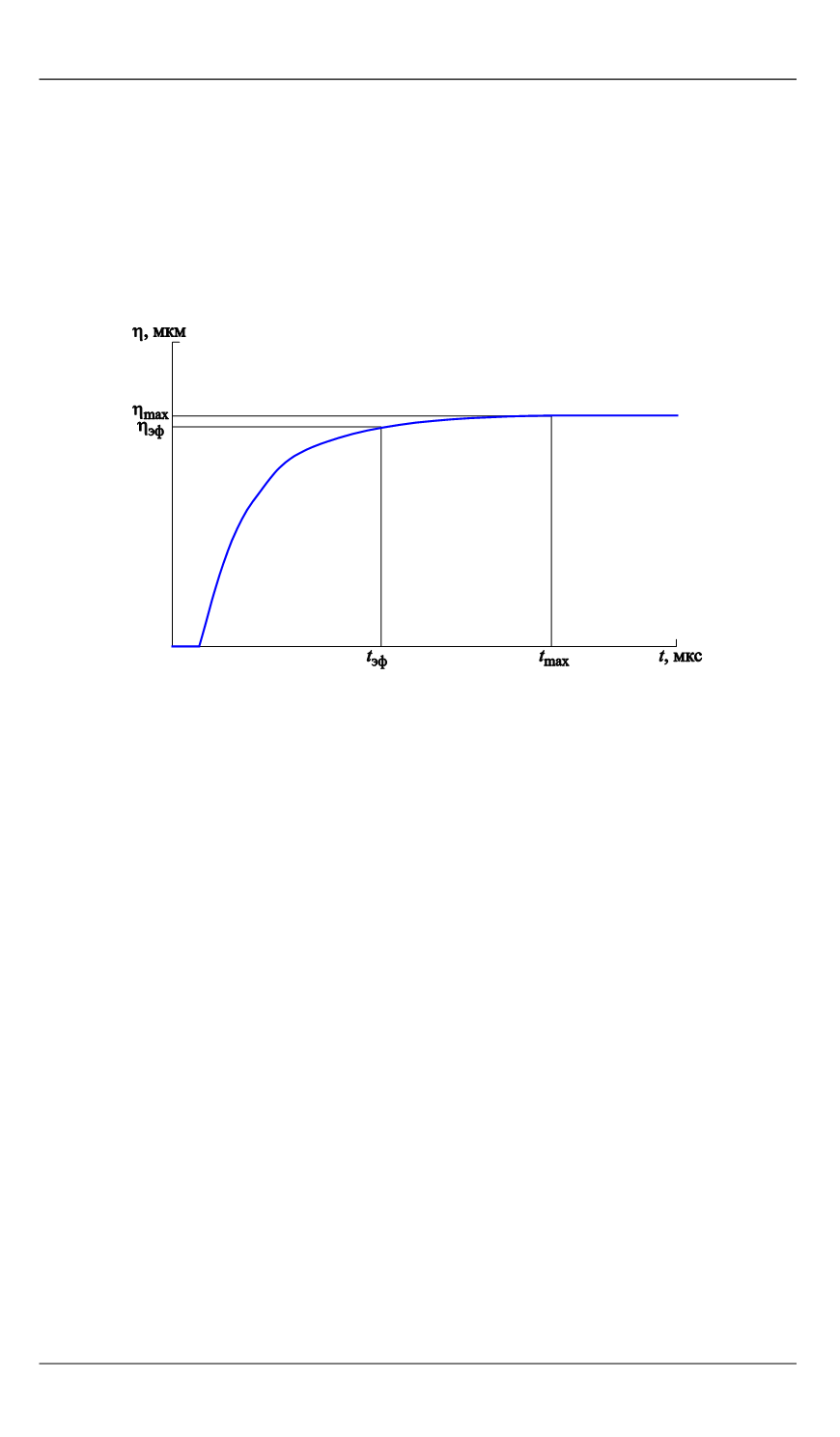
В общем виде зависимость
η
(
t
) для титана представлена на рис. 5.
Глубина проплавления значительно возрастает в течение времени
t
эф
,
названном эффективной длительностью импульса. При этом матери-
ал проплавляется до эффективной глубины
η
эф
. В дальнейшем до
времени
t
max
происходит лишь незначительное увеличение глубины
проплавления до
η
max
. Таким образом, существенное увеличение дли-
тельности импульса от
t
эф
до
t
max
не приводит к значимому увеличе-
нию материала, удаляемого за один импульс, но заметно снижает
максимальную частоту следования импульсов. Следовательно, элек-
троэрозионную обработку целесообразно проводить при значениях