














 4 / 12
4 / 12

И.Б. Ставицкий, А.С. Шевченко
4
Инженерный журнал: наука и инновации
# 3·2017
При этом распределение энергии
W
и
между тремя ее составляю-
щими
W
с
,
W
к
и
W
а
в настоящее время аналитическими методами
расчета определить невозможно. Следовательно, не установлена кор-
реляция между режимом обработки и тепловым потоком, возникаю-
щим вследствие прохождения электрического разряда.
Для определения рациональных параметров импульсов электро-
эрозионной обработки предлагается установить связь между обраба-
тываемостью исследуемого материала и материалов, для которых в
настоящее время рациональные режимы определены [8]. Можно
предположить, что материалы, имеющие совпадающие или близкие
кривые
η
(
t
), следует обрабатывать импульсами с одними и теми же
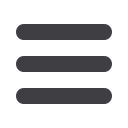
параметрами. На рис. 2 видно, что у титана кривые
η
(
t
) близки к кри-
вой
η
(
t
) стали 12Х18Н10Т во всем рассматриваемом интервале вре-
мени действия источника теплоты
q
плотностью 10 ГВт/м
2
, опреде-
ляемом длительностью импульсов
t
= 0…30 мкс. Следовательно, при
небольших плотностях теплового потока, соответствующих чисто-
вым режимам электроэрозионной обработки, титан целесообразно
обрабатывать импульсами с параметрами, близкими по значению к
применяемым для обработки стали 12Х18Н10Т. При электроэрозион-
ной обработке с более высокой плотностью теплового потока, например
50 ГВт/м
2
, кривые
η
(
t
) титана близки к кривой
η
(
t
) стали 45 при дли-
тельности импульсов
t
= 0,5…5 мкс. При еще больших значениях плот-
ности теплового потока, например 100 и 300 ГВт/м
2
, кривые ƞ(
t
) титана
все так же близки к кривой
η
(
t
) стали 45 при
t
= 0,5…5 мкс
Рис. 2
(начало). Зависимость глубины
η
проплавления титана
от длительности импульса
t
источника теплоты при плотности
теплового потока
q
= 10 (
а
), 50 (
б
), 100 (
в
) и 300 ГВт/м
2
(
г
):
1
—титан;
2
— сталь 12Х18Н10Т;
3
— сталь 45;
4
—медь;
5
— вольфрам