
















 9 / 15
9 / 15

Поиск решений по перфорированию микроотверстий в хромистых…
Инженерный журнал: наука и инновации
# 6·2016 9
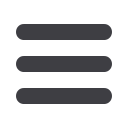
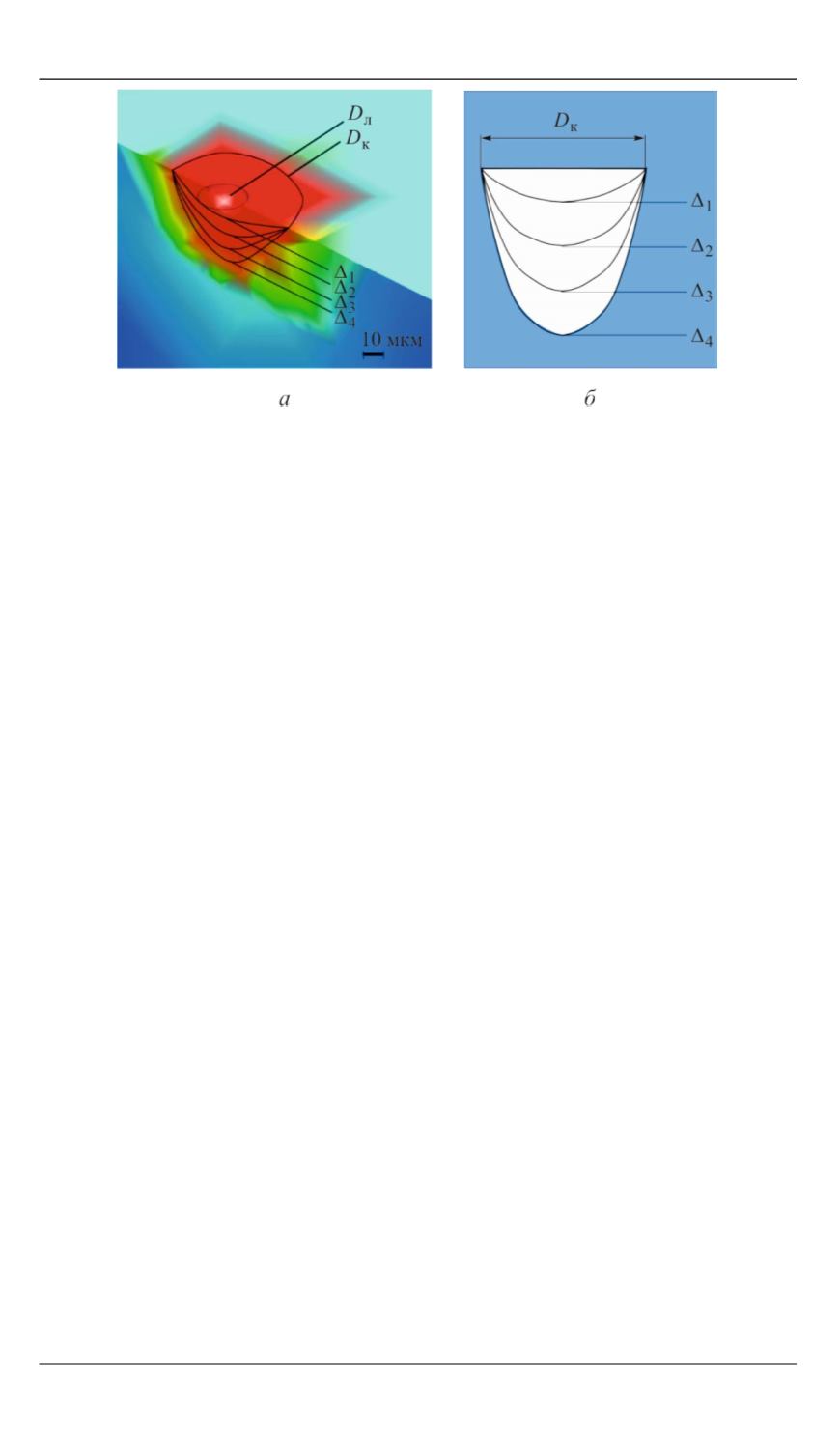
Рис. 5.
Сравнение данных компьютерного моделирования (
а
) и результатов
обработки экспериментальных данных (
б
):
D
л
— диаметр лазерного пучка;
D
к
— диаметр образованной каверны; Δ — средняя глубина
каверны
Для снижения тепловой нагрузки на обрабатываемую деталь,
удаления максимально возможного количества разогретого материа-
ла из области обработки и доведения образованного отверстия до за-
данного размера процесс микроперфорации был разделен на три эта-
па. Первый этап (рис. 6,
а
) заключался в формировании входной ка-
верны, далее проходило изменение фокусного расстояния оптической
системы на глубину, равную половине толщины обрабатываемой по-
верхности, что приблизительно соответствовало положению дна об-
разованной каверны. Такой подход дал возможность внести макси-
мальное количество энергии в процесс «удаления» материала. Если
не осуществить «перефокусировку» системы, получим нежелатель-
ную расходимость пучка лазерного излучения и, как факт, снижение
плотности мощности, что приведет не к удалению материала, а к до-
полнительному разогреву поверхности каверны. Изменение положе-
ния фокуса оптической системы относительно области обработки
обусловливает бо́льшую продуктивность процесса удаления матери-
ала (см. рис. 6,
б
). Совокупность этих действий позволяет сформиро-
вать сквозное отверстие. Оно обладает большой конусностью 2:1,
что, однако, не удовлетворяет заданным требованиям. Далее проис-
ходит увеличение диаметра выходного отверстия (рис. 6,
в
). Лазерное
излучение фокусируется на боковые стенки отверстия, таким образом
увеличивая этот диаметр. Материал со стенок удаляется как через
входное, так и выходное отверстия канала. Это позволяет снизить
тепловую нагрузку на кромки входного отверстия, что значительно
повышает качество кромок и поверхности обрабатываемой детали.
Несмотря на проведенные работы по поиску оптимального режима
обработки исходя из параметров существующего лазерного комплекса,