
















 11 / 15
11 / 15

Поиск решений по перфорированию микроотверстий в хромистых…
Инженерный журнал: наука и инновации
# 6·2016 11
тем самым избегая температурной деформации изделия. Для повы-
шения качества ультраперфорированной поверхности произвели по-
следующую электрохимическую обработку, в результате чего с по-
верхности были удалены брызги, «град», валики на входных и вы-
ходных плоскостях отверстий.
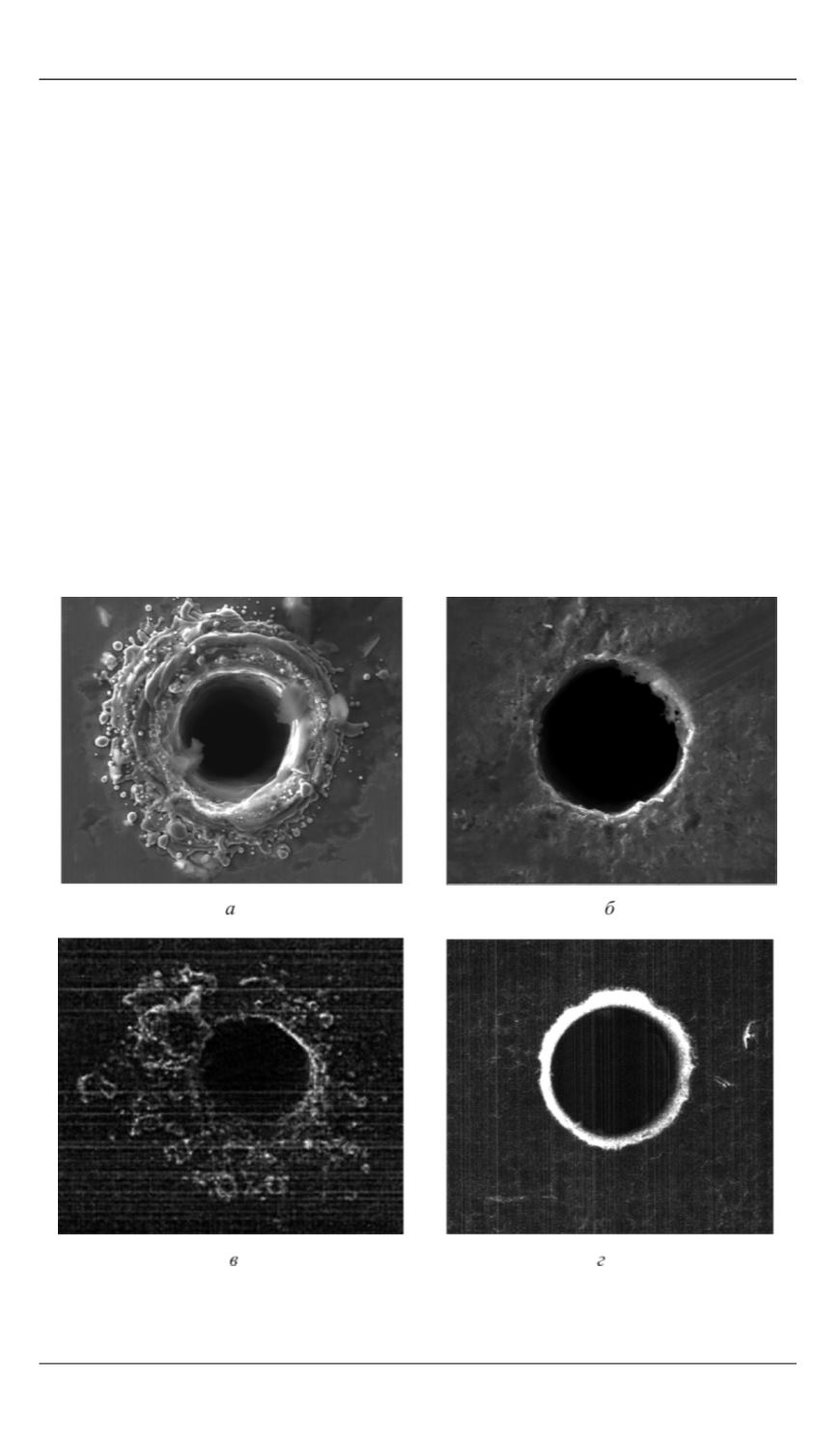
Результаты лазерной микрообработки нержавеющей стали с ис-
пользованием различных комплексов представлены на рис. 7. Здесь хо-
рошо заметны характерные брызги и выплеск материала на поверхность
входной плоскости (рис. 7,
а
). Результаты обработки на комплексе
LDesigner FM с подобранным режимом и произведенной дополнитель-
ной электрохимической постобработкой поверхности изделия иллю-
стрирует рис. 7,
б
, обработки специализированными лазерными ком-
плексами, предназначенными для выполнения прецизионной обработки
материалов лазерным излучением, — рис. 7,
в
и 7,
г
. Основным отличи-
ем является длительность импульсов рассмотренных установок. Если
сравнить рис. 7,
б
и 7,
г
, результаты обработки вполне сопоставимы, ко-
гда стоимость установок отличается практически на порядок.
Рис. 7.
Результат обработки нержавеющей стали на разных лазерных установках:
а
— на серийно выпускаемом LDesigner-FM;
б
— на LDesigner-FM с применением дополнитель-
ных технологических операций;
в
— на комплексе МЛП1-0510;
г
— на комплексе GL.evo