
















 10 / 15
10 / 15

А.Б. Люхтер, К.В. Скворцов, А.А. Вознесенская, А.С. Ежов, А.А. Бекетов
10
Инженерный журнал: наука и инновации
# 6·2016
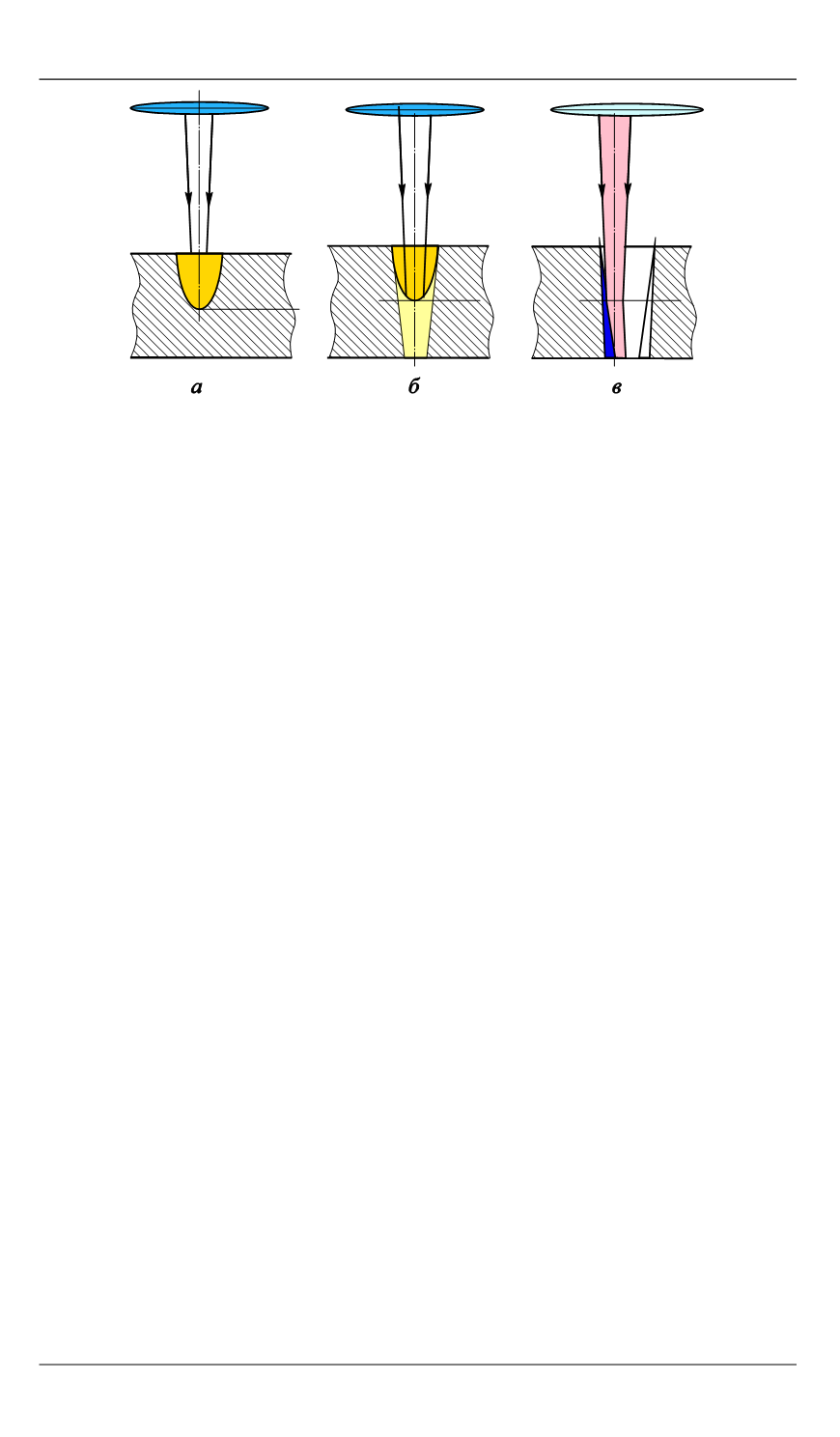
Рис. 6.
Схема поэтапного формирования микроотверстия:
а
— входное «глухое» отверстие;
б
— сквозной канал;
в
— размерная обработка сквозного отверстия
не удалось добиться заданных значений шероховатости входных и вы-
ходных плоскостей детали. Основными дефектами входной плоскости
стали «град» и валик, образованные в результате выхода и затвердева-
ния жидкой фазы, разбрызгивания материала на поверхности. На вы-
ходной плоскости детали также наблюдался достаточно высокий валик,
а «град» отсутствовал, так как его наличие характерно для входной
плоскости обрабатываемой детали. При выполнении микроперфорации
достаточно большой плотности (девять отверстий на 1 мм
2
) внутренние
напряжения, образовавшиеся в результате лазерного воздействия на ма-
териал, оказывали существенное влияние на геометрию детали и про-
исходило температурное коробление [8].
Рассмотрим совокупность методов, способствующих повышению
качества получаемой поверхности, снижению температурной нагрузки
и улучшению последующей обработки для достижения заданных зна-
чений шероховатости поверхностей изделия.
Снизить количество «града» на обрабатываемой поверхности поз-
воляют специальные антипригарные средства, наносимые на поверх-
ность металла при проведении микроперфорации. Защитное покрытие
создает препятствие брызгам и выброшенной жидкой фазе материала
для их «прилипания» к поверхности изделия. Помещение выходной по-
верхности образца в ванну с дистиллированной водой улучшает каче-
ство выходных кромок отверстий и исключает сильное коробление де-
тали. Выявлено, что при большой плотности обработки происходит за-
кипание жидкости, приводящее к образованию воздушных карманов,
которые негативно отразились на геометрии получаемой детали. Изба-
виться от этого помогла система принудительной циркуляции жидко-
сти, обеспечившая подвод потоков жидкости к поверхности детали. Ла-
минарный поток жидкости способствовал повышению эффективно-
сти теплоотвода и исключению образования воздушных карманов,