
















 8 / 15
8 / 15

А.Б. Люхтер, К.В. Скворцов, А.А. Вознесенская, А.С. Ежов, А.А. Бекетов
8
Инженерный журнал: наука и инновации
# 6·2016
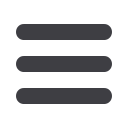
Рис. 4.
Схема эксперимента лазерного
воздействия на образец с изображением областей
удаленного материала:
F
— фокусное расстояние;
R
к
— радиус каверны, мкм;
R
л
— радиус лазерного пучка, мкм; Δ — средняя
глубина каверны
Для зон, в которые было направлено по 1 импульсу, средняя глу-
бина образованных каверн составила ∆
1
= 21 мкм, для зон воздей-
ствия 2 импульсов — ∆
2
= 46 мкм, 3 и 4 импульсов — ∆
3
= 59 и
∆
4
= 90 мкм соответственно. На основании этих данных вычислен
объем удаленного из зоны обработки материала (таблица).
Усредненные данные удаления материала
после лазерной обработки
Число
импульсов
Средняя глубина каверны ∆,
мкм
Средний удаленный объем
V
∙10
3
, мкм
3
1
21
55
2
46
133
3
59
191
4
90
310
Для проверки подлинности компьютерного моделирования про-
ведено сравнение полученных результатов с результатами анализа
образцов (рис. 5). Отклонения расчетных данных от реальных, по
разным параметрам, составили менее 5 %, среднее отклонение — ме-
нее 3 %, что позволяет сделать вывод о возможности применения
данной модели для расчета оптимального режима воздействия лазер-
ного излучения при выполнении микроперфорации. Моделирование
процесса позволило определить оптимальный режим обработки про-
шивки микроотверстия.