














 4 / 7
4 / 7

Д.М. Мельников, И.Н. Шиганов
4
острую фокусировку лазерного излучения. Поскольку за один им-
пульс выбивается незначительное количество металла, каждый ка-
либровочный образец облучали большим количеством импульсов
(от 500 до 4000). До и после облучения пластину взвешивали. После
этого был осуществлен расчет необходимого количества импульсов
для получения образцов с содержанием механических примесей
с концентрациями 0,1…50,0 мг/дм
3
.
Исследования показали, что метод лазерного фазового анализа
эффективен только для концентрации примесей в диапазоне
0,5…10,0 мг/дм
3
. При меньших концентрациях резко возрастает по-
грешность измерений из-за недостаточной чувствительности метода
в целом. При более высоких концентрациях снижается стабильность
застывания образцов, что негативно влияет на повторяемость резуль-
татов.
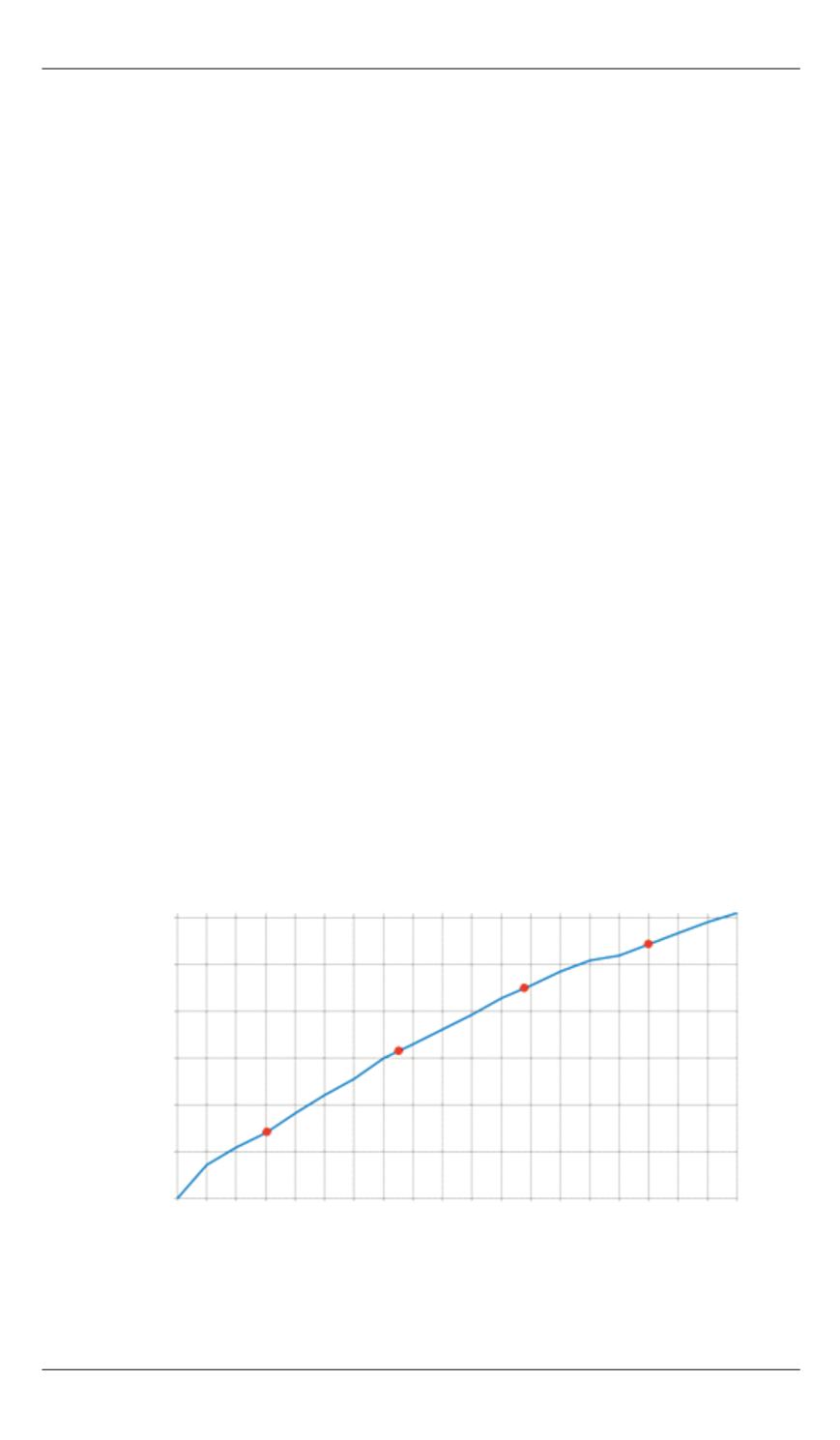
Для проверки полученной калибровочной зависимости была подго-
товлена серия образцов масла АМГ-10, загрязненного в реальных рабо-
чих условиях (концентрация примесей в этих образцах была заранее
определена стандартным методом в соответствии с ГОСТ 6370–83). Ка-
либровочная зависимость, построенная на базе первой серии образ-
цов, показана на рис. 2. Данная зависимость была построена следую-
щим образом. Для всех образцов с концентрациями примесей
1…5 мг/дм
3
(в пределах указанного выше диапазона) вычисляли раз-
ности между каждой парой точек для чистого и загрязненного образ-
цов при одной и той же температуре. Затем эти разности суммирова-
ли. Полученное значение было принято за показатель концентрации
примесей, стоящий на оси ординат (см. рис. 2). Результаты анализа
второй серии образцов сравнивали с результатами анализа чистого
Рис. 2.
Калибровочная зависимость для определения концентрации
механических примесей в масле АМГ-10
Показатель концентрации
механических примесей (безразмерный)
30
15
0
1
2
3
4
5
Концентрация механических примесей, мг/дм
3