














 3 / 7
3 / 7

Повышение эффективности работы двигателей внутреннего сгорания…
3
очистка масел, а также несоблюдение норм производства на предпри-
ятиях. Анализ качества масла, как правило, требует лабораторного ис-
следования, которое потребитель самостоятельно провести не может.
В настоящей статье описан метод, реализованный на портативном ав-
тономном экспресс-приборе. Внедрение такого прибора даст возмож-
ность получателю масла определить его качество либо своевременно
выявить, когда рабочая технологическая жидкость (масло) исчерпает
свой ресурс.
Проведение исследований.
В смазочных материалах ДВС по
причине загрязнения содержатся частицы с типичными размерами
2…200 мкм, при этом большинство составляют частицы песка и ме-
талла размером 10…30 мкм, наиболее опасные для механизмов [5].
При таких размерах частицы не выпадают в осадок, а находятся во
взвешенном состоянии. По этой причине они образуют с маслом
единую систему и активно влияют на процесс застывания масла.
На изучении этого явления и основан описываемый метод: нахо-
дящиеся в масле частицы искажают процесс охлаждения (структур-
ные перестройки происходят со сдвигом во времени), что может быть
зафиксировано путем регистрации лазерного излучения, пропущенно-
го через пробу, поскольку во время структурных превращений изме-
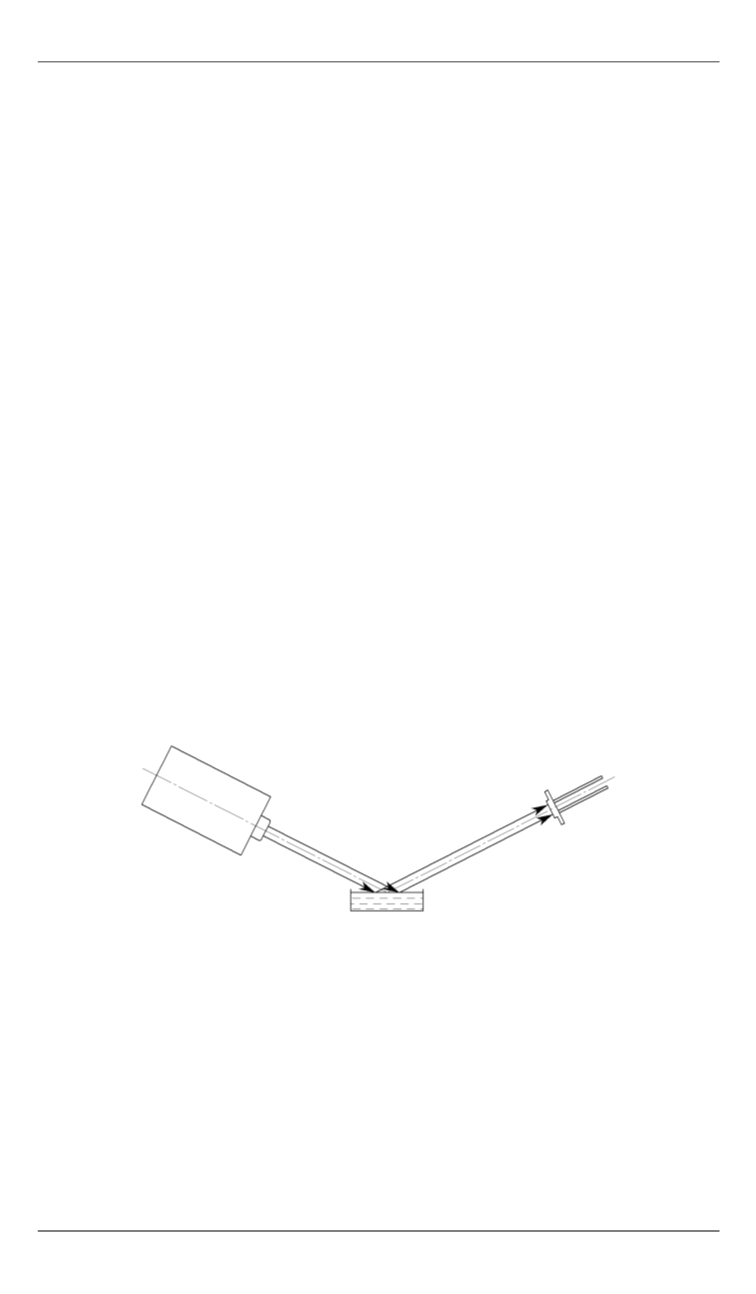
няются показатели преломления и рассеяния среды. Пробу охлаждают
до низких температур с помощью термоэлемента и одновременно ска-
нируют лазерным излучением. Так как коллоидная среда является
сильно рассеивающей, используют регистрацию отраженного излуче-
ния (рис. 1).
Рис. 1.
Принципиальная схема метода зеркального отражения
Определение концентрации механических примесей осуществля-
ли после построения калибровочной зависимости. Для этого подго-
товили несколько образцов пробы масла АМГ-10 с различной кон-
центрацией примесей с помощью метода лазерной абляции. В масло
погружали стальную пластину, после чего под воздействием импуль-
сного лазерного излучения она испускала частицы. Параметры ла-
зерного импульса были рассчитаны и подобраны таким образом, что-
бы максимально уменьшить долю продуктов горения металла. Для
этого выбрали короткий импульс — около 10 нс, и обеспечили