














 4 / 13
4 / 13

А.Ф. Третьяков
4
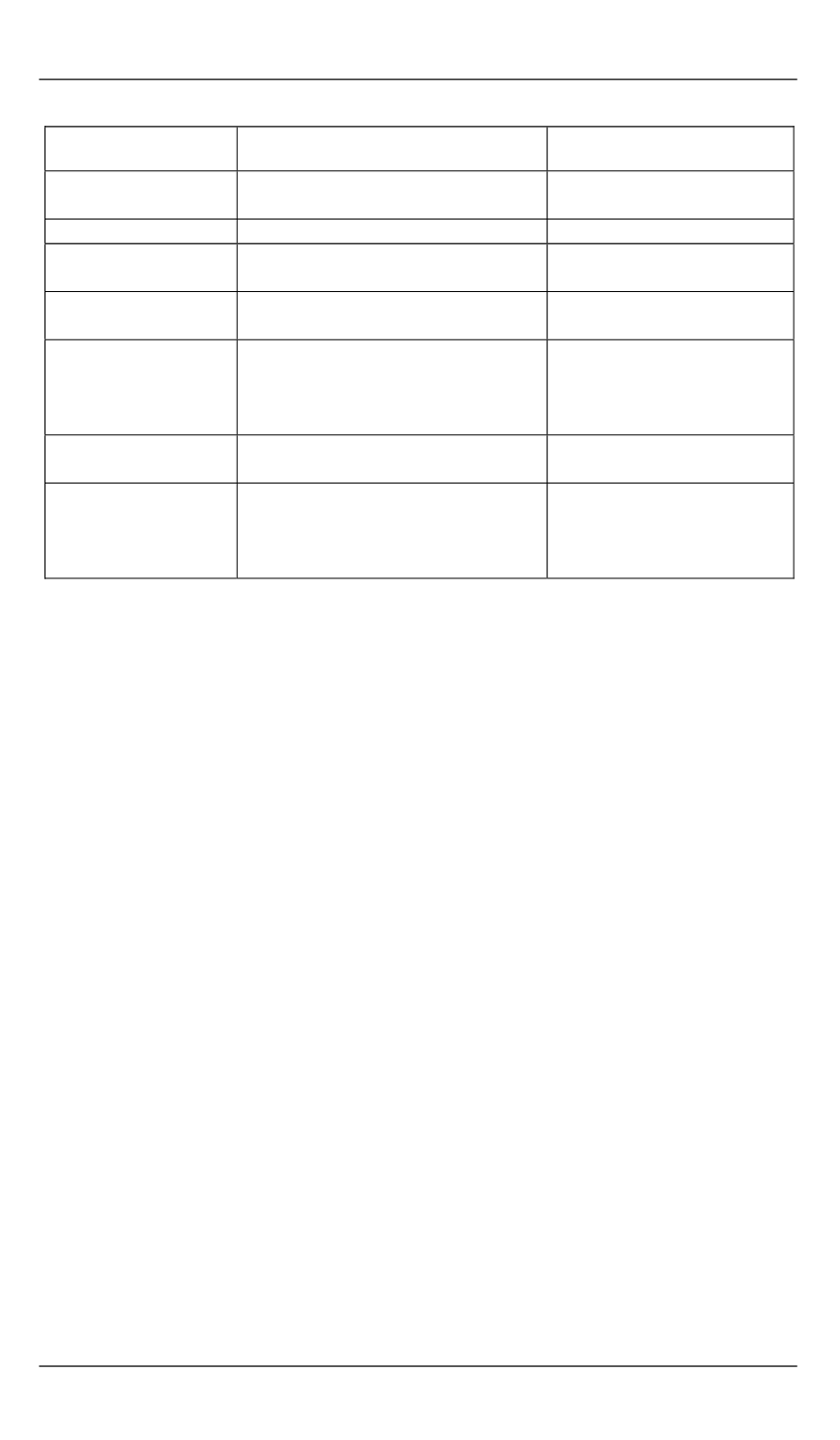
Виды металлических пористых материалов и процессы их получения
Вид пористого
материала
Структурообразующий
элемент
Способ получения
Порошковый
Порошок с размерами частиц
0,0001…1,0 мм
Прессование, прокатка,
сварка прокаткой
Волоконный
Волокно диаметром 0,01…0,8 мм Прессование, прокатка
Металлорезина
Спираль диаметром 0,2…0,3 мм Прессование в пресс-
формах без спекания
Сетка
Тканая фильтровая сетка с диа-
метром проволоки 0,03…1,2 мм
—
Комбинированный Порошок + волокно;
сетка + порошок;
перфорированные листы + сетка
Совместная прокатка,
сварка прокаткой, плаз-
менное напыление по-
рошка на сетку
Слоистый
Лист, фольга
Диффузионная и кон-
тактная сварка
Сетчатый
Навитая проволока диаметром
0,01…0,8 мм; тканые и вязаные
сетки с диаметром проволоки
0,03…1,2 мм
Прессование, сварка
прокаткой, диффузион-
ная сварка, пайка
Для изготовления проницаемой оболочки ТЛ требуется пористый
материал, обладающий следующим комплексом свойств [2]:
равномерной или переменной проницаемостью по всей поверх-
ности оболочки;
высокой термостойкостью, поскольку многократные темпера-
турные перепады могут быть значительными;
необходимой жаростойкостью;
высокой механической прочностью;
удовлетворительными технологическими свойствами (штампу-
емостью, свариваемостью и др.).
Требуемым комплексом свойств в наибольшей степени обладает
пористый сетчатый материал (ПСМ) из стали 12Х18Н10Т. При оди-
наковых значениях гидравлического сопротивления ПСМ по своим
механическим и технологическим свойствам превосходит порошко-
вые проницаемые материалы [3, 4].
Наиболее широкое применение получил технологический процесс
изготовления листовых ПСМ горячей прокаткой в вакуумированных
контейнерах (конвертах) тканых сеток из стали 12Х18Н10Т [4].
Исследования жаростойкости и механических свойств ПСМ по-
казали, что при рабочих температурах менее 750 ºС оптимальными
свойствами для изготовления оболочек высокотемпературных ТЛ
обладает материал на основе сеток с квадратными ячейками из стали
12Х18Н10Т [2].
В целях разработки технологического процесса изготовления ТЛ с
пористым охлаждением по всей поверхности лопатки в работах [2, 5]