














 6 / 12
6 / 12

В.М. Скиба
6
где знак «+» соответствует гипоциклоиде, знак «–» — эпи- и пери-
циклоиде.
При исследовании схемы обработки необходимо задать требу-
емые параметры детали (форма профиля, радиус вписанной окруж-
ности
R
1
) и выбранного инструмента (радиус фрезы
R
ф
) и с помощью
уравнений (1) и (2) определить параметр станка
L
и эксцентриситет
фрезы
R
2
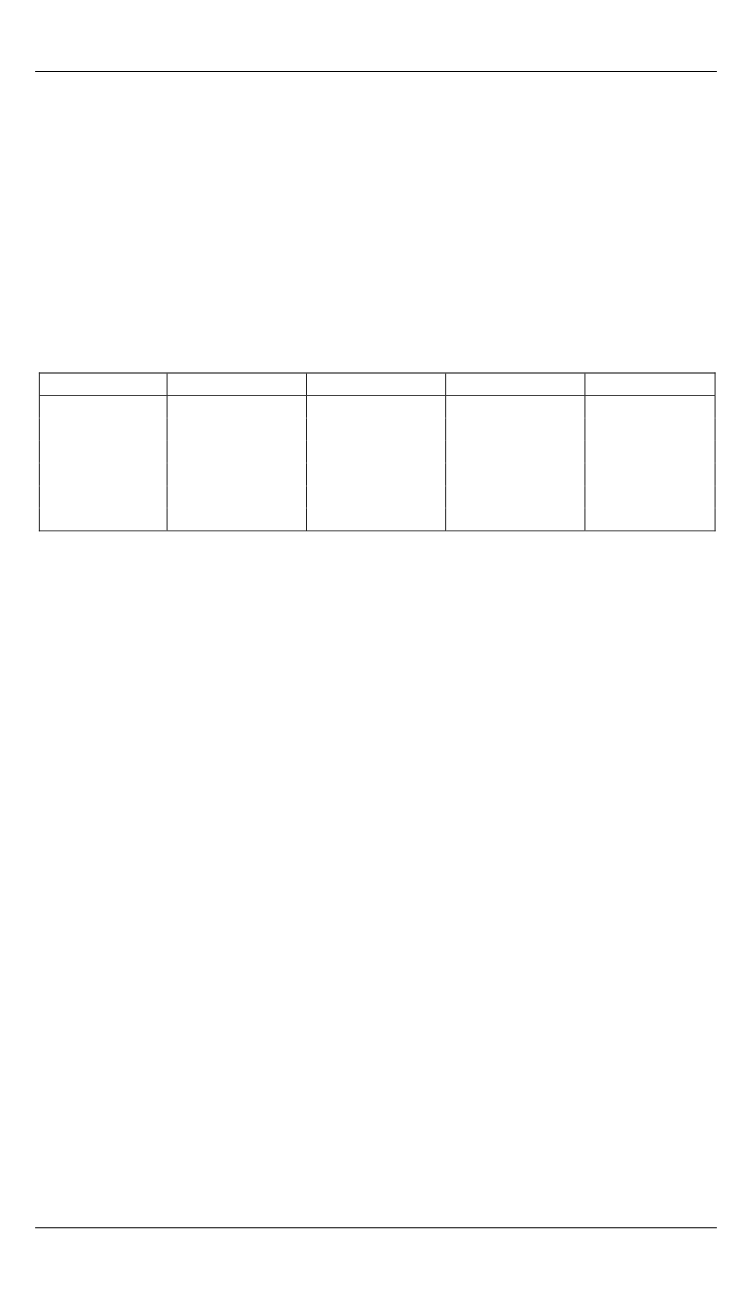
. В таблице приведены результаты расчета основных пара-
метров схемы обработки шестигранника с прямыми гранями для раз-
ных значений
i
.
Таблица параметров схемы обработки шестигранника
R
1
, мм
R
ф
, мм
i
L
, мм
R
2
, мм
20
100
6
125
5
–6
122,5
2,5
6/5
|–5|
|–125|
–6/5
151,25
31,25
6/7
|–2,5|
|–122,5|
–6/7
169
49
Согласно данным таблицы, при неизменных параметрах детали и
фрезы для различных значений
i
, по которым получают шестигран-
ник, прямолинейность грани на линии
О
1
О
2
обеспечивается при раз-
ных сочетаниях параметров
L
и
R
2
.
Главное движение резания в схеме выполняется со скоростью от-
носительного движения режущих элементов по циклоидальным траек-
ториям. Скорость резания, которая представляет собой векторную
сумму линейных скоростей вращения заготовки и фрезы в рассмат-
риваемой точке относительной траектории, можно выбрать по нор-
мативам. Движения подачи вдоль радиуса или оси детали на схемах
не показаны и в работе не рассматриваются.
Особенностью ЦСО с эксцентричной фрезой является реализация
многолезвийного резания при формировании грани профиля, что обес-
печивает увеличение суммарной длины одновременно или последова-
тельно работающих режущих кромок и их автоматическую смену.
При исследовании формы изделия целесообразно сначала рас-
смотреть траектории центра фрезы. На рис. 2 они представлены двумя
шестигранниками с технически прямыми гранями, очерченными
гипо- и эпициклоидой.
Параметры траекторий соответствуют данным таблицы. Очевид-
но, что шестигранник, описанный гипоциклоидой, более близок к
идеальному шестиугольнику. Существенное отличие от правильного
шестигранника наблюдается в наиболее удаленных от центра детали
участках траектории.