С.А. Адарчин, В.Г. Косушкин, Е.Н. Адарчина
4
Рис. 5
.
Отпечатки припойной пасты
Одним из важнейших этапов в технологии формирования контак-
тов при монтаже чип-элементов является пайка, так как именно на
этой стадии возникает наибольшее количество дефектов, которые
ухудшают качество работы изделий и снижают их надежность. Что-
бы избежать дефектообразования необходимо задать правильный
температурный профиль нагрева для используемой композиции при-
пойной пасты. Взяв за основу температурный профиль, рекомендуе-
мый для оплавления применяемого в нашем случае бессвинцового
сплава SAC-30, была проведена оптимизация термопрофиля для кон-
вейерной печи конвекционной пайки. В результате был получен тем-
пературный профиль (рис. 6), при котором наличие дефектов было
снижено до уровня 0,01 %.
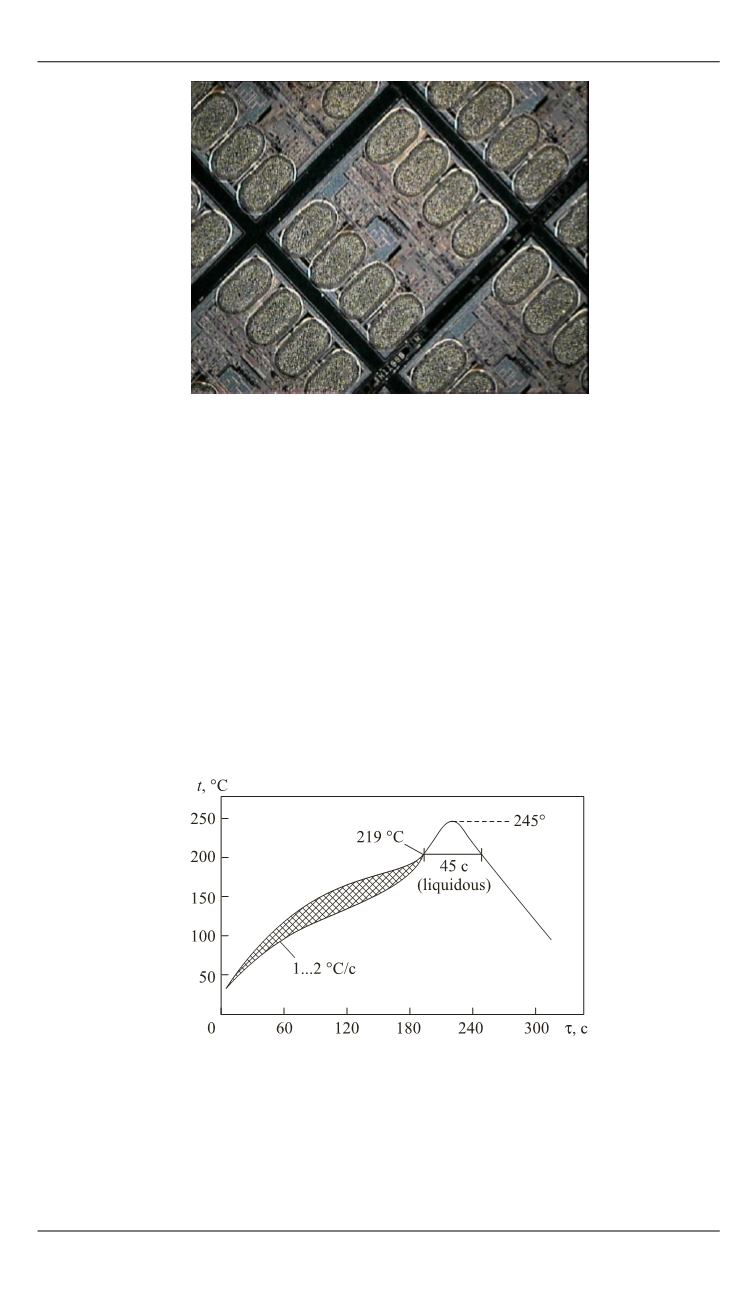
Рис. 6.
Температурный профиль оплавления припойной пасты
После оплавления пасты были получены контакты диаметром
50 мкм (рис. 7). Дальнейшее контактирование таких выводов воз-
можно по стандартной технологии монтажа flip–chip, а также в при-
борах, описанных в литературе [2, 4–7].


