Н.Л. Лазарева, Д.Т. Пуряев, О.В.Рожков
4
При наличии погрешности формы поверхности К рабочий волно-
вой фронт деформируется, что проявляется в виде искривлений по-
лос на интерференционной картине, которая образуется в результате
взаимодействия рабочего и эталонного волновых фронтов. Получен-
ная интерференционная картина проецируется объективом
8
на коор-
динатный приемник излучения
9
.
Во время предварительной настройки интерферометра необхо-
димо наблюдать автоколлимационные точки
А
′
Э
и
А
′
К
, полученные
при отражении лучей от эталонной Э и контролируемой К поверхно-
стей. Для попеременного наблюдения автоколлимационных точек и
интерференционной картины здесь предусмотрена перефокусировка
объектива
8
регистрирующей части интерферометра.
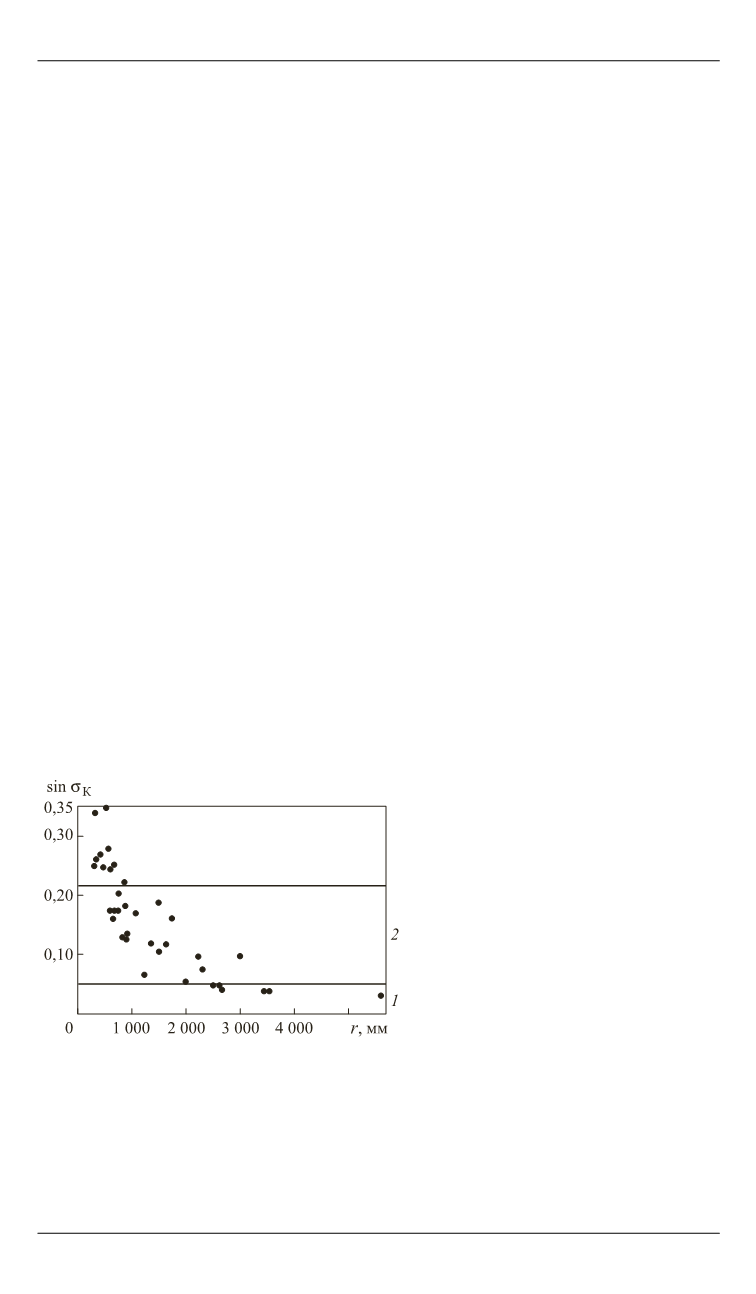
Разработка оптимальной конструкции центральной однолинзовой
системы началась с построения точечной диаграммы (рис. 2), на кото-
рой показана связь между значениями радиусов
r
К
кривизны и число-
вых апертур sin
σ
К
реально изготавливаемых в промышленности вы-
пуклых сферических поверхностей. Из данных диаграммы следует,
что числовые апертуры лежат в пределах 0,03 < sin
σ
К
< 0,35, а радиу-
сы кривизны — 300 мм <
r
К
< 5650 мм. Для охвата контролируемых
поверхностей с различными типоразмерами было принято решение
образовать два диапазона: низкоапертурный
1
и высокоапертурный
2
(на рис. 2 номера диапазонов указаны цифрами справа). В первый диа-
пазон попадают контролируемые поверхности с числовыми апертура-
ми sin
σ
К
< 0,05; второй диапазон должен охватывать контролируемые
поверхности, для которых 0,05 < sin
σ
К
< 0,35. Как показано на рис. 2,
низкоапертурный диапазон
используется для контроля
поверхностей с радиусами
кривизны, значения которых
превышают 2 000 мм. Реаль-
но таких поверхностей пока
всего шесть. Остальные по-
верхности следует контроли-
ровать в высокоапертурном
диапазоне.
Расчеты вариантов цен-
тральной однолинзовой си-
стемы диаметром 600 мм
проведены с учетом следу-
ющих требований:
1) максимально возмож-
ная технологичность;
Рис. 2.
Вероятность проведения кон-
троля выпуклых сферических поверхно-
стей, реально изготавливаемых в про-
мышленности, с различными типо-
размерами по диапазонам:
1
— низкоапертурный;
2
— высокоапер-
турный


