














 7 / 11
7 / 11

Повышение точности автоматизированного контроля ответственных изделий
Инженерный журнал: наука и инновации
# 6·2017 7
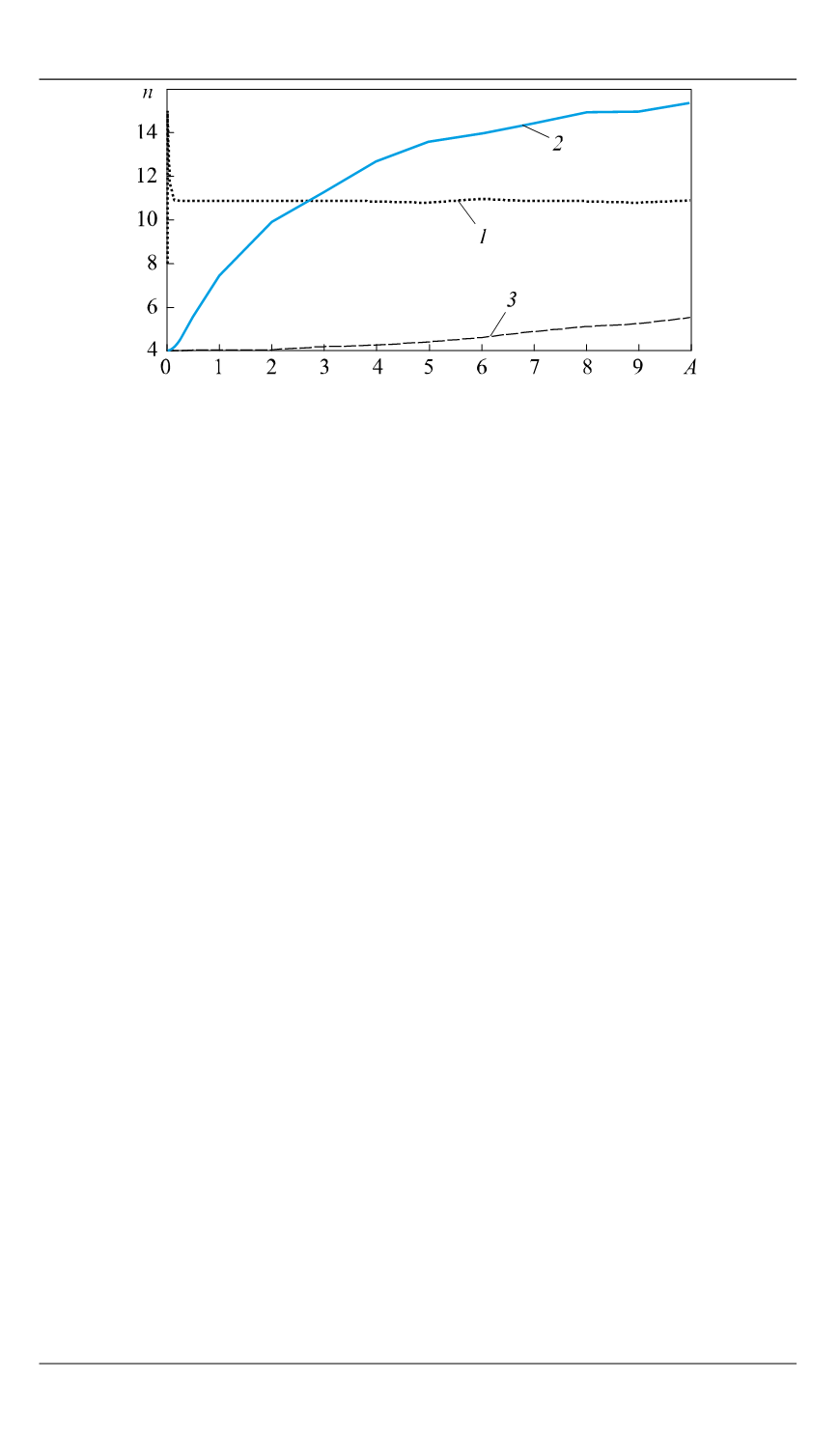
Рис. 5.
Зависимость изменения амплитуды случайной
составляющей погрешности при постоянном значении
систематической погрешности для критерия
Т
4
:
1
—
k
= 0,001;
2
—
k
= 0,5;
3
—
k
= 10
По представленным графикам (см. рис. 2–5) зависимостей изме-
нения амплитуды
A
случайной составляющей критериев
Т
1
,
Т
2
,
Т
3
,
Т
4
при постоянном значении систематической составляющей погрешно-
сти можно сделать следующие выводы.
1. В случае когда коэффициент
k
линейной составляющей систе-
матической погрешности существенно превышает амплитуду
A
коле-
баний случайной составляющей погрешности, требуемое по резуль-
татам последовательного анализа количество измерений
n
является
постоянным и не зависит от амплитуды колебаний случайной состав-
ляющей погрешности.
2. В случае когда амплитуда
A
колебаний случайной составляющей
погрешности и коэффициент
k
линейной составляющей систематиче-
ской погрешности являются малыми величинами одного порядка, ко-
личество измерений
n
— нестабильная величина, причем экстремума
можно достичь при равенстве случайных и систематических откло-
нений.
3. При существенном увеличении доли случайной составляющей
погрешности метод последовательного анализа показывает сходи-
мость значений количества измерений
n
между реальным и случай-
ным процессами.
Заключение.
Проведенные исследования показали, что при кон-
троле поверхностей изделий, погрешность при обработке которых
определяется преимущественно случайными факторами, необходи-
мое минимальное количество измерений является постоянной вели-
чиной, не зависящей от предполагаемой точности измеряемого раз-
мера. В инженерной практике такой случай соответствует лезвийной
обработке жестких заготовок из ненаполненных термо- и реактопла-
стов. В этом случае износ режущего инструмента является техноло-