














 3 / 7
3 / 7

Моделирование технологического процесса поперечно-клиновой прокатки…
3
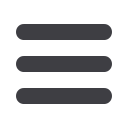
гибки представлена на рис. 2. Необхо-
димо получить данную заготовку без
дефектов, выбрав оптимальные пара-
метры инструмента и задав коэффици-
ент трения для боковой поверхности
клина.
Одним из важнейших параметров
при моделировании данного процесса
является значение коэффициента тре-
ния, который, в свою очередь, зависит
от состояния поверхности инструмента.
Используем условный коэффициент
трения, который зависит от профиля
рифления и состояния его поверхности [13]:
экв
1 tg
M
,
tg
где µ — коэффициент трения на поверхности рифления; φ — угол
заострения профиля рифления.
После проведения моделирования (рис. 3) в программном ком-
плексе Qform выявлено, что расчет коэффициента трения по приве-
денной формуле существенно влияет на моделирование процесса
клиновой прокатки. В первых вариантах моделирования образова-
лось большое количество складок при внедрении ножевого участка
в заготовку.
В последующих вариантах уменьшение наклонных поверхностей
и установка рассчитанного коэффициента трения обеспечило наибо-
лее оптимальные параметры: угол наклона поверхностей α = 80
°
,
длина ножевой части
L
н
= 42 мм, длина зоны удлинения
L
з.у
= 215 мм.
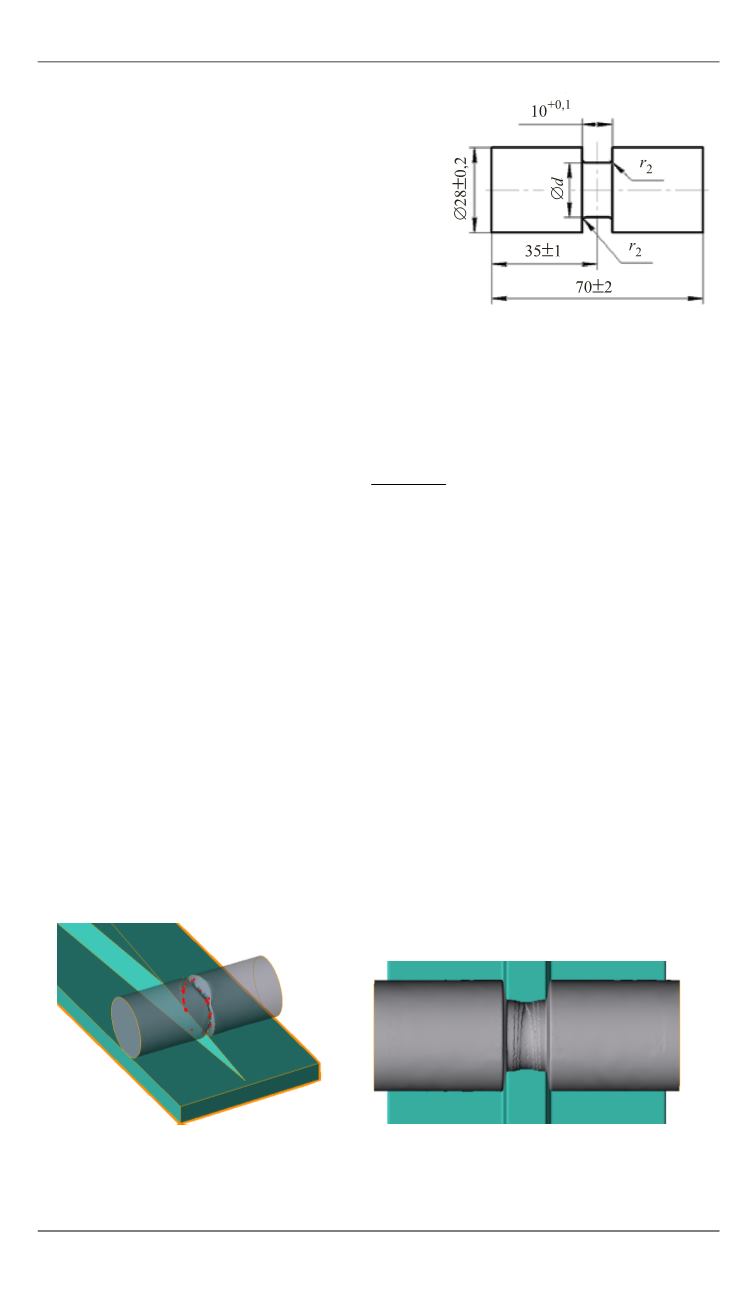
Однако в этом случае на поверхности шейки заготовки отмечаются
спиральные канавки от движения инструмента (рис. 4).
Рис. 3.
Образование складок
и зажимов на начальном этапе
Рис. 4.
Образование спиральных
канавок
Рис. 2.
Заготовка, получаемая
клиновой прокаткой