














 2 / 7
2 / 7

М.Г. Алленов, О.А. Белокуров
2
1) TR-method [6, 7];
2) forging with flexible forming tool [8–10];
3) binding with upsetting [11].
Однако метод получения предварительной заготовки в виде сту-
пенчатого вала, и особенно шатунных шеек, под последующую гибку
в данных указанных изданиях не исследован.
В настоящей работе проведено моделирование технологического
процесса поперечно-клиновой прокатки предварительной заготовки
в виде ступенчатого вала. Исследуемый процесс состоит из следу-
ющих операций:
получение шатунных шеек и ступенчатых элементов вала попе-
речно-клиновой прокаткой;
зажим шатунных шеек и гибка коленчатого вала;
окончательная формовка коленчатого вала.
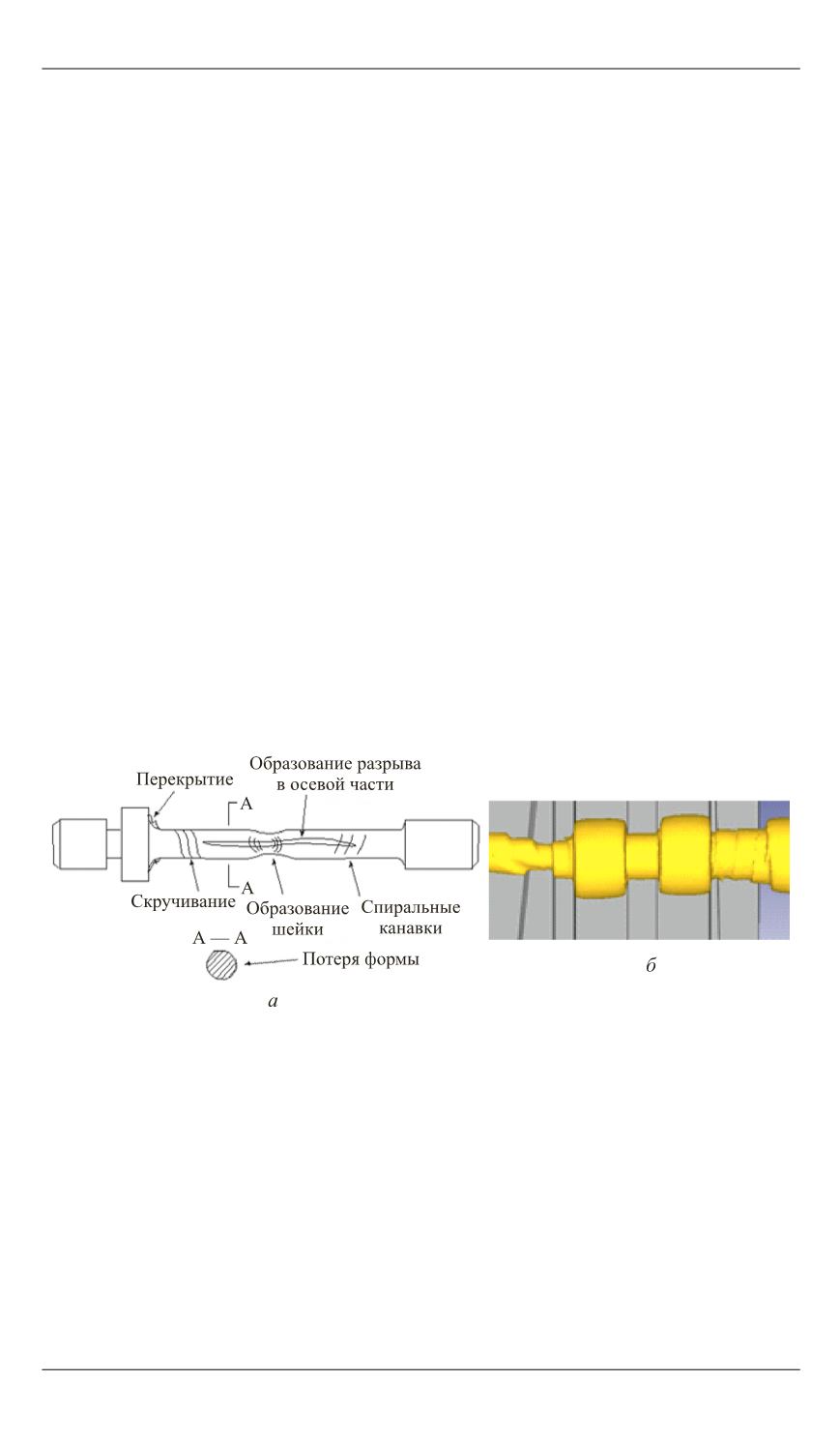
Основным качественным критерием оценки правильности мате-
матической модели при исследовании поперечно-клиновой прокатки
является получение дефектов, приведенных в литературе (рис. 1)
и подтвержденных на практике [12]. Дефекты клиновой прокатки
подразделяют на шесть категорий (рис. 1,
а
). Все они обусловлены
неравномерностью деформации (потеря формы, образование шейки),
течением металла (образование разрыва) и внедрением инструмента
в поверхность заготовки.
Рис. 1.
Дефекты при клиновой прокатке:
а
— теоретические исследования;
б
— компьютерное моделирование
В процессе проведения моделирования удалось выявить практи-
чески все указанные дефекты. Результат моделирования приведен на
рис. 1,
б
. Разрыв в осевой части можно получить только с использо-
ванием модели разрушения методом конечных элементов в програм-
мах Deform и Qform.
Объектом исследования был выбран технологический процесс,
рассмотренный в работе [2]. Цель моделирования — получение заго-
товки для коленчатого вала. Заготовка для последующей операции