














 4 / 7
4 / 7

А.В. Акинцева, П.П. Переверзев
4
пространственного ступенчатого изменения радиальной и осевой по-
дач (задаваемых с пульта управления станком) в зависимости от сни-
маемой части припуска. Оптимизация цикла шлифования состоит
в подборе оптимального сочетания таких значений подач (радиаль-
ной и осевой) и снимаемой части припуска на всех ступенях цикла,
при которых основное время минимально при условии обеспечения
заданной точности и качества обрабатываемой поверхности. Измене-
ния величины фактически снятого припуска из-за упругих деформа-
ций технологической системы показано штрихпунктирной линией.
Различные технологические ограничения, накладываемые на про-
странственную область допустимых значений фактически снятого
припуска, показаны на рис. 1 в виде криволинейных поверхностей,
разграниченных разноструктурными линиями.
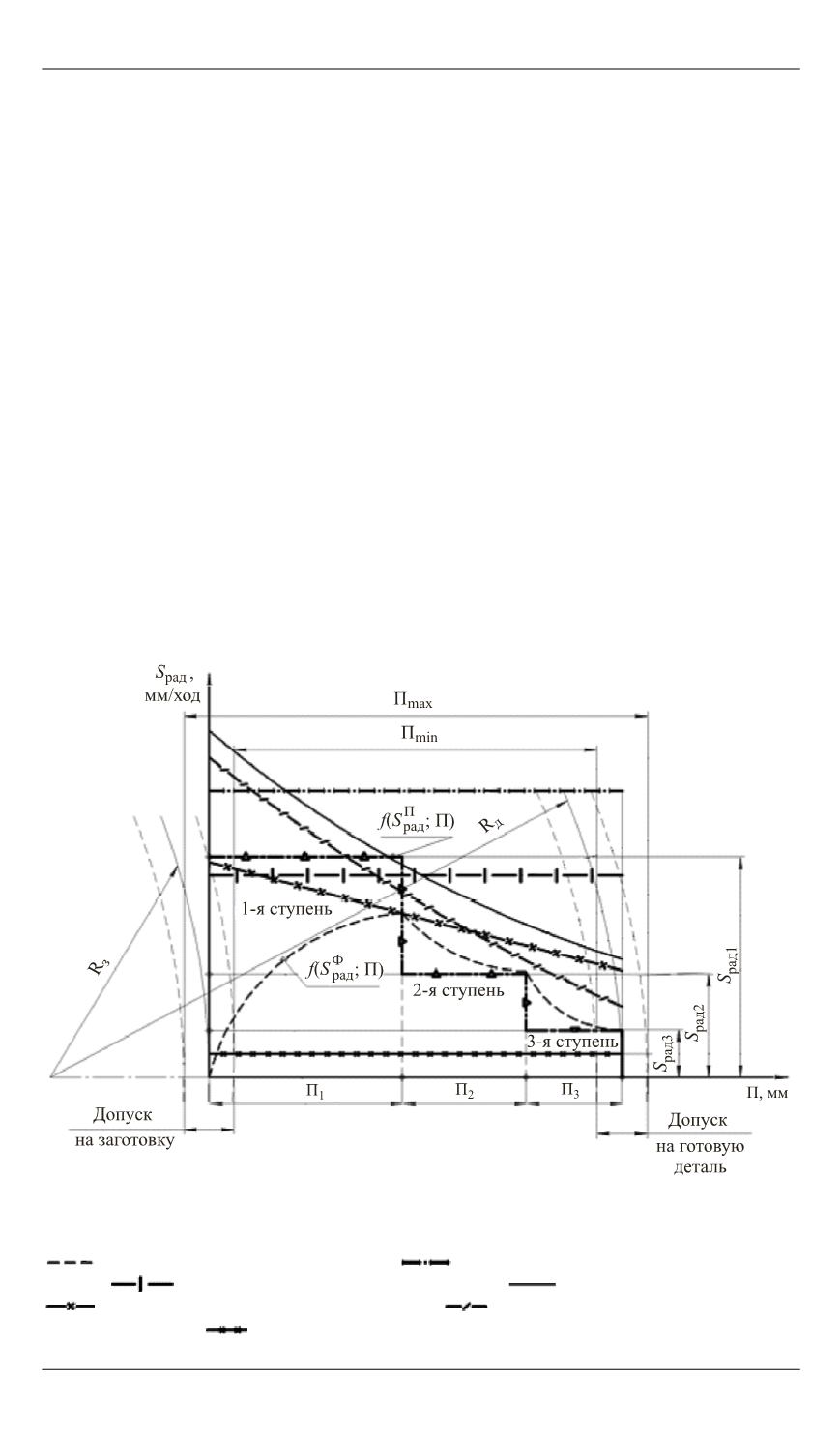
Для упрощения визуализации взаимосвязи подач, технологических
ограничений и припуска со ступенчатой структурой цикла внутрен-
него шлифования на рис. 2 приведена их проекция на плоскость ради-
альная подача
S
рад
(мм/ход) — припуск П (мм). На рис. 2 видно, что на
протяжении всего цикла шлифования текущее значение фактически
снятого припуска ограничивается комплексом технологических огра-
Рис. 2.
Двухмерное представление трехступенчатого цикла внутришлифовальной
обработки с наложением областей ограничений:
— фактическая радиальная подача;
— ограничение по максимальной подаче
станка;
— ограничение по осыпаемости круга;
— ограничение по прижогу;
— ограничение по точности размеров;
— ограничение по шероховатости;
— ограничение по минимальной подаче станка