














 3 / 6
3 / 6

Прогнозирование размера площадки затупления абразивного зерна…
3
a.з
23
а
з 1
з
к з з
к
0
23
з
3
к
рад к з
а
3/2 1/2 1/2
0 з 1 ср
м д
к
м
а
к
exp
12
10
1
,
2
60
12
10
18
0 4
0
, 2
.
m
t
i
m
i
S
t
i
k k
qM T
kT
l
v
D d n
qM
n
I i
l
V v D d
kT
C l D L V
T
D
w
m
V
m
(4)
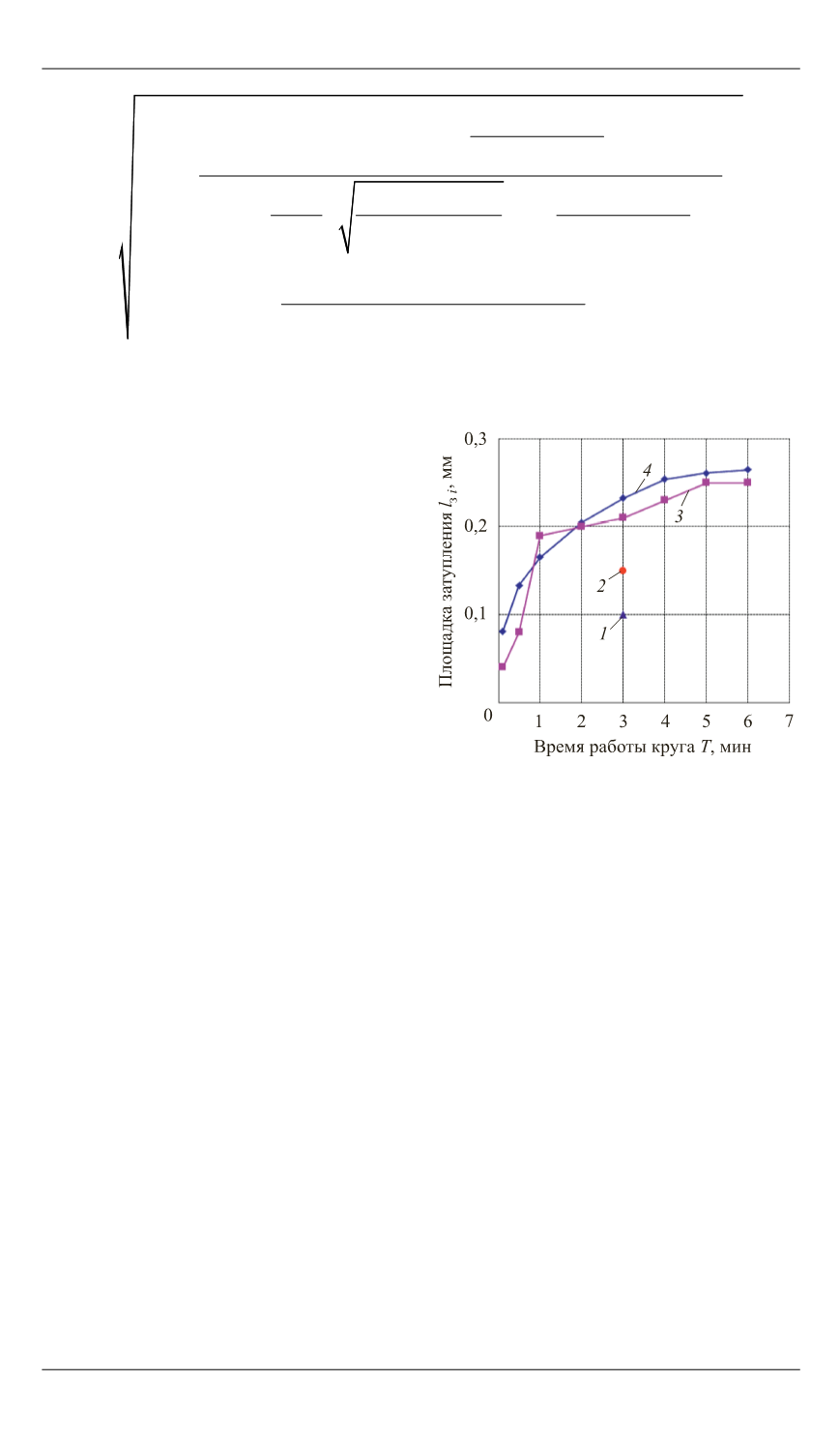
Зависимости величины площадки затупления от времени работы
круга, полученные по формуле (4), которые рассчитаны для началь-
ного периода работы инструмен-
та, а также данные других иссле-
дователей приведены на рисунке.
Разработанная математическая
модель определения размера пло-
щадки затупления абразивного
зерна в различных технологиче-
ских условиях является рекурсив-
ной (учитывает обратную нели-
нейную связь по величине пло-
щадки); многофакторной (учиты-
вает технологические условия
выполнения операции шлифова-
ния, время работы инструмента и
другие параметры); комплексной
(учитывает различные механизмы
протекания износа абразивного
зерна).
Полученные величины площадки затупления свидетельствуют об
адекватности модели (4).
Расчет площадки затупления в зависимости от технологических
условий, в которых эксплуатируется абразивный инструмент, позво-
ляет прогнозировать значения его эксплуатационных показателей.
ЛИТЕРАТУРА
[1]
Лоладзе Т.Н.
Прочность и износостойкость режущего инструмента.
Москва, Машиностроение, 1982, 320 с.
[2]
Филимонов Л.Н.
Стойкость шлифовальных кругов
. Ленинград, Машино-
строение, 1973, 134 с.
[3]
Мишнаевский Л.Л. Износ шлифовальных кругов. Киев, Наукова думка,
1982, 192 с.
[4]
Маслов Е.Н.
Теория шлифования материалов.
Москва, Машиностроение,
1974, 320 с.
Зависимость величины площадки затуп-
ления от времени работы круга:
1
— по данным [11];
2
— по данным [12];
3
— по данным [13];
4
— полученные по
формуле (4)