














 2 / 15
2 / 15

П.А. Еремейкин, А.Д. Жаргалова
2
Инженерный журнал: наука и инновации
# 2·2017
с применением рациональных режимов обработки. Цель проекта —
продемонстрировать принципиальную осуществимость автоматизиро-
ванного выбора рациональных режимов токарной обработки цилин-
дрической детали и создать программную основу, которая позволит
применять указанный метод для решения более общих технологиче-
ских задач. В ходе работы необходимо решить следующие задачи.
1.
Разработать программный продукт, который обладает функцио-
налом, необходимым для назначения рациональных режимов резания
для тонкостенного цилиндра, и имеет расширяемую архитектуру для
обобщения подхода на различные типоразмеры деталей.
2.
Выявить основные проблемы, связанные с автоматизацией ме-
тодики назначения «мягких» режимов резания, и найти способы их
решения.
3. Определить дальнейшие направления работ по методологиче-
ской поддержке описанных подходов к проблеме.
Постановка задачи.
При обработке тонкостенных деталей суще-
ственную роль в достижении требуемой точности играют погрешно-
сти, связанные с деформацией заготовки под действием сил резания
и закрепления.
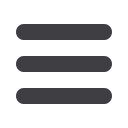
Рассмотрим пример закрепления цилиндрической заготовки. Рас-
четная схема нагружения для случая обработки детали на токарном
станке проходным резцом по внешней поверхности при установке
в трехкулачковом патроне может быть задана эскизом (рис. 1).
До закрепления заготовка находится в недеформированном со-
стоянии (штриховые линии). После закрепления происходит дефор-
мация заготовки под действием сил со стороны кулачков. Кроме сил
закрепления в деформацию заготовки вносят свой вклад также силы
резания, тепловые процессы и другие факторы.
Рис. 1.
Схема нагружения тонкостенной
детали при токарной обработке:
1
— кулачок патрона;
2
— цилиндрическая
заготовка;
3
— токарный резец
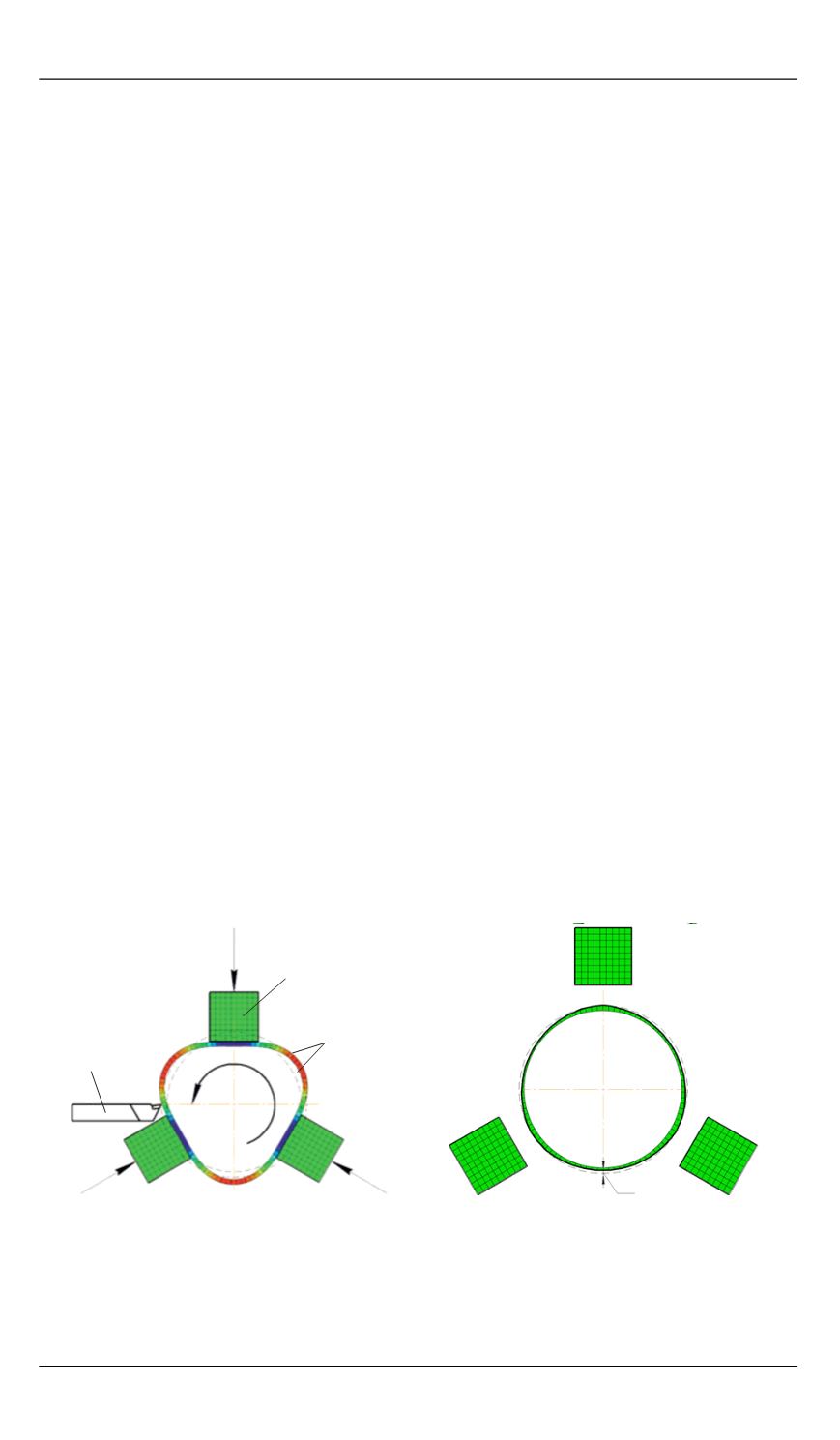
Рис. 2.
Результат обработки тонко-
стенной детали
3
F
к
F
к
F
к
1
2
n
Δ